


একটি রক পাইপ জ্যাকিং মেশিন কি এবং কেন রক অবস্থা বিশেষজ্ঞ সরঞ্জামের চাহিদা
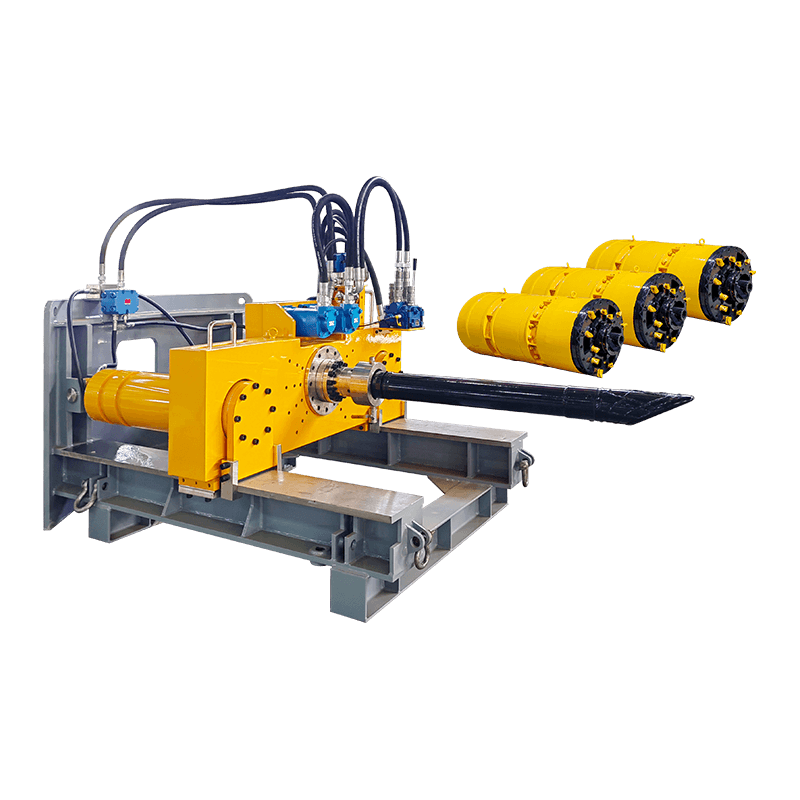
একটি রক পাইপ জ্যাকিং মেশিন হল পরিখাবিহীন নির্মাণ সরঞ্জামের একটি বিশেষজ্ঞ টুকরো যা শক্ত বা মিশ্র শিলা গঠনের মাধ্যমে বোর করার জন্য ডিজাইন করা হয়েছে একই সাথে এটির পিছনে একটি স্ট্রিং ইনস্টল করার সময়, লঞ্চ শ্যাফ্ট থেকে প্রয়োগ করা হাইড্রোলিক জ্যাকিং ফোর্স ব্যবহার করে পুরো পাইপ স্ট্রিং এবং মেশিনটিকে মাটির মধ্য দিয়ে এগিয়ে নিয়ে যায়। মেশিনটি বোরের সামনে পাথরের মুখ খনন করে, ইনস্টল করা পাইপ স্ট্রিংয়ের মাধ্যমে লুণ্ঠন অপসারণ করে, এবং সমাপ্ত পাইপলাইনের জন্য প্রয়োজনীয় সুনির্দিষ্ট লাইন এবং গ্রেড বজায় রাখে — সবই পৃষ্ঠে খোলা খনন ছাড়াই। রক পাইপ জ্যাকিং মেশিনগুলি হল মাধ্যাকর্ষণ নর্দমা, জলের মেইন, গ্যাস পাইপলাইন এবং রাস্তা, রেলপথ, নদী এবং শহুরে অবকাঠামোর নীচে তারের নালীগুলি ইনস্টল করার জন্য পছন্দের সরঞ্জাম যেখানে পৃষ্ঠের ব্যাঘাত নিষিদ্ধ বা অবাস্তব এবং যেখানে মাটির অবস্থার মধ্যে রয়েছে আদর্শ নরম-গ্রাউন্ড ইকুইপমেন্ট হাতে পাইপ জ্যাক করার জন্য খুব শক্ত বা ঘর্ষণকারী।
একটি স্ট্যান্ডার্ড পাইপ জ্যাকিং মেশিন এবং পাথরের অবস্থার জন্য বিশেষভাবে ডিজাইন করা একটির মধ্যে পার্থক্যটি মৌলিক। নরম-গ্রাউন্ড মাইক্রোটানেলিং মেশিনগুলি টানেলের মুখকে সমর্থন করার জন্য স্লারি চাপ বা মাটির চাপের ভারসাম্য ব্যবহার করে এবং মাটি এবং দুর্বল শিলাগুলির জন্য উপযুক্ত ডিস্ক কাটার বা ড্র্যাগ পিক ব্যবহার করে। 80 থেকে 100 MPa-এর উপরে গ্রানাইট, বেসাল্ট, কোয়ার্টজাইট, বেলেপাথর, বা অনিয়ন্ত্রিত সংকোচন শক্তি (UCS) সহ চুনাপাথর - এই কাটার সরঞ্জামগুলি দ্রুত পরিধান করে, খননের হার অগ্রহণযোগ্য স্তরে নেমে যায়, এবং যন্ত্রটি আটকে যেতে পারে যদি যন্ত্রটি স্বয়ংক্রিয়ভাবে ফ্লুইডের উপর চাপ না দিয়ে পুনরায় সমর্থন করে। ক রক পাইপ জ্যাকিং মেশিন এই সমস্ত চ্যালেঞ্জ মোকাবেলা করে উদ্দেশ্য-পরিকল্পিত কাটারহেড বহনকারী ডিস্ক কাটার বা হার্ড রকের জন্য রেট করা বোতাম বিট, শক্তিশালী প্রধান বিয়ারিং এবং ড্রাইভ সিস্টেম যা উচ্চ থ্রাস্ট এবং টর্ক লোড ধরে রাখতে সক্ষম যা শিলা খননের দাবি রাখে এবং প্রায়শই একটি খোলা মুখ বা বায়ুমণ্ডলীয় কাজের মোড স্ব-সহায়ক অবস্থার জন্য উপযুক্ত।
রক পাইপ জ্যাকিং মেশিন কিভাবে কাজ করে: সম্পূর্ণ প্রক্রিয়া
শিলায় পাইপ জ্যাকিং প্রক্রিয়াটি নরম মাটির মতো একই মৌলিক ক্রম অনুসরণ করে, তবে প্রতিটি পর্যায়ে কঠিন শিলা খননের চ্যালেঞ্জগুলির সাথে খাপ খাইয়ে নেওয়া সরঞ্জাম এবং পদ্ধতিগুলি জড়িত। সম্পূর্ণ প্রক্রিয়াটি বোঝার ফলে মেশিনটিকে কী করতে হবে এবং কেন এর বিভিন্ন সিস্টেমগুলি সেভাবে ডিজাইন করা হয়েছে তা স্পষ্ট করে।
শ্যাফ্ট প্রস্তুতি এবং মেশিন সেটআপ চালু করুন
প্রক্রিয়াটি একটি লঞ্চ শ্যাফ্ট নির্মাণের মাধ্যমে শুরু হয় - একটি উল্লম্ব খনন যা থেকে মেশিনটি নিচু করা হয় এবং পাইপ স্ট্রিং উন্নত করা হয়। শিলা গঠনে, লঞ্চ শ্যাফ্টগুলি প্রায়শই ড্রিলিং এবং ব্লাস্টিং বা রক করাত কাটার মাধ্যমে গঠিত হয় এবং জ্যাকিং ফ্রেম, থ্রাস্ট ওয়াল এবং প্রথম পাইপ অংশগুলি ইনস্টল করার জন্য পর্যাপ্ত আকারের হতে হবে। থ্রাস্ট প্রাচীর — শ্যাফ্টের পিছনের দেওয়ালের বিপরীতে একটি চাঙ্গা কংক্রিট বা ইস্পাত কাঠামো — ড্রাইভের সময় প্রয়োগ করা সম্পূর্ণ জ্যাকিং শক্তিকে প্রতিরোধ করার জন্য ডিজাইন করা আবশ্যক, যা হার্ড রক অবস্থায় এমনকি মাঝারি-ব্যাসের বোরের জন্য কয়েকশ টন পর্যন্ত পৌঁছাতে পারে। মেশিনটিকে শ্যাফ্টের মধ্যে নামানো হয়, সঠিক লাইন এবং গ্রেডে জ্যাকিং ফ্রেমে সেট করা হয় এবং ট্রেলিং সিস্টেমের সাথে সংযুক্ত থাকে — স্লারি লাইন, পাওয়ার সাপ্লাই, ডাটা ক্যাবল, এবং স্পয়েল রিমুভাল কনভেয়র বা স্লারি পাইপ — বোরিং শুরু হওয়ার আগে।
কাটারহেড এ শিলা খনন
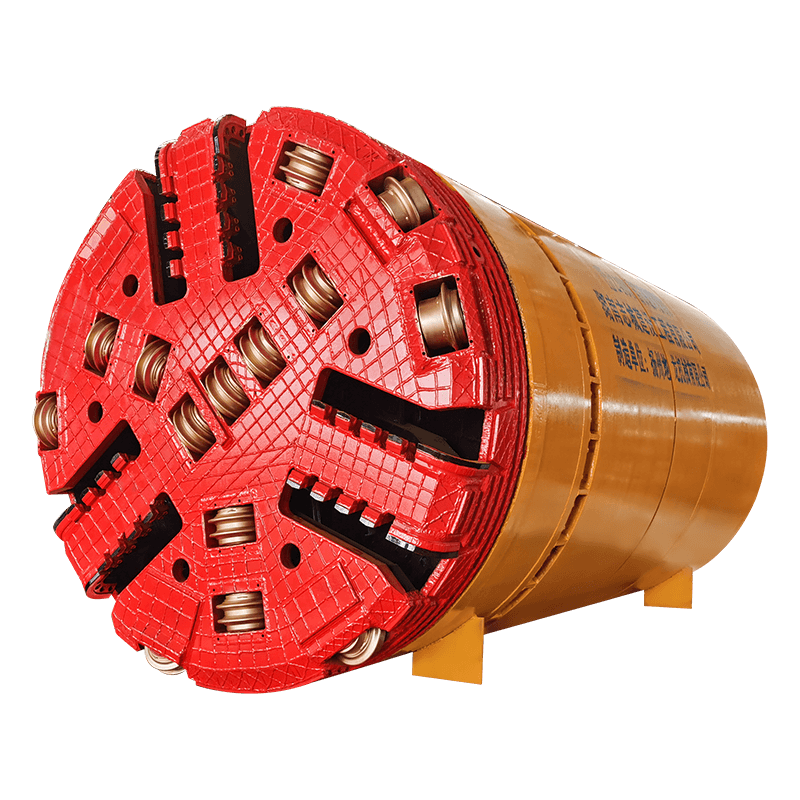
কাটারহেড জ্যাকিং সিস্টেম এবং কাটারহেড ড্রাইভ মোটর থেকে ঘূর্ণন সঁচারক বল দ্বারা প্রয়োগ করা থ্রাস্ট ফোর্সের সম্মিলিত প্রভাবের অধীনে পাথরের মুখের বিপরীতে ঘোরে। হার্ড রকে, প্রাথমিক কাটিং অ্যাকশনটি ডিস্ক কাটার দ্বারা সঞ্চালিত হয় - শক্ত ইস্পাত চাকা যা উচ্চ পয়েন্ট লোডের নীচে পাথরের মুখ জুড়ে ঘূর্ণায়মান হয়, প্রসার্য ফ্র্যাকচারগুলিকে প্ররোচিত করে যা পার্শ্ববর্তী কাটার পাথগুলির মধ্যে শিলাকে চিপ করে। ডিস্ক কাটারগুলির ব্যবধান, ব্যাস এবং টিপ লোড নির্দিষ্ট রক টাইপ এবং UCS-এর জন্য ইঞ্জিনিয়ার করা হয় — কঠিন, আরও ঘষিয়া তুলিয়া ফেলিতে সক্ষম শিলা গ্রহণযোগ্য অনুপ্রবেশের হার এবং কাটার জীবন অর্জনের জন্য উচ্চ-গ্রেড কার্বাইড সন্নিবেশ সহ কাছাকাছি-অবস্থান, বৃহত্তর-ব্যাস কাটার প্রয়োজন। ড্র্যাগ পিক বা কম্বিনেশন কাটারহেড দিয়ে নরম বা ফ্র্যাকচারড রক আরও দক্ষতার সাথে কাটা যেতে পারে যা মিশ্র মুখের অবস্থার জন্য ডিস্ক কাটার এবং পিক উভয়ই বহন করে।
বোর থেকে লুণ্ঠন অপসারণ
কাটারহেডে উত্পন্ন রক কাটিংগুলি অবশ্যই ইনস্টল করা পাইপ স্ট্রিংয়ের মাধ্যমে অপসারণের জন্য লঞ্চ শ্যাফ্টে ফিরিয়ে আনতে হবে। স্লারি-মোড রক পাইপ জ্যাকিং মেশিনে, জল বা বেন্টোনাইট স্লারি কাটারহেডে পাম্প করা হয়, যেখানে এটি রক চিপগুলির সাথে মিশে যায় এবং পৃষ্ঠের একটি পৃথকীকরণ উদ্ভিদে স্লারি হিসাবে ফিরে পাম্প করা হয়। এই পদ্ধতিটি সূক্ষ্ম শিলা কণা এবং ছোট চিপগুলি দক্ষতার সাথে পরিচালনা করে তবে শক্ত শিলায় উত্পাদিত মোটা শিলা খণ্ডগুলিকে পরিবহন করার জন্য পর্যাপ্ত স্লারি বেগ প্রয়োজন - একটি বিবেচনা যা স্লারি পাম্পের আকার এবং পাইপলাইনের ব্যাসকে প্রভাবিত করে। কিছু রক পাইপ জ্যাকিং কনফিগারেশনে, বিশেষ করে স্ব-সমর্থক সক্ষম শিলায়, যান্ত্রিক কনভেয়িং — পাইপ স্ট্রিং দিয়ে চলমান একটি স্ক্রু কনভেয়র বা ড্র্যাগ কনভেয়র — স্লারি পরিবহনের পরিবর্তে ব্যবহার করা হয়, একটি পৃথকীকরণ প্ল্যান্টের প্রয়োজনীয়তা দূর করে এবং সাইট ক্রিয়াকলাপকে সহজ করে।
পাইপ ইনস্টলেশন এবং জ্যাকিং ক্রম
মেশিনের অগ্রগতির সাথে সাথে, পাইপ অংশগুলিকে লঞ্চ শ্যাফ্টের মধ্যে নামানো হয় এবং পাইপ স্ট্রিংয়ের পিছনে যুক্ত করা হয়, যা প্রধান জ্যাকিং ফ্রেমের দ্বারা এগিয়ে যায়। প্রতিটি জ্যাকিং স্ট্রোক একটি পাইপের দৈর্ঘ্য দ্বারা স্ট্রিংকে অগ্রসর করে — সাধারণত পাইপের ব্যাস এবং শ্যাফ্টের গভীরতার উপর নির্ভর করে 1.0 থেকে 3.0 মিটার। জ্যাকিং ফ্রেমটি তখন প্রত্যাহার করে, একটি নতুন পাইপ নামানো হয় এবং অবস্থান করা হয় এবং পরবর্তী স্ট্রোক শুরু হয়। ইন্টারমিডিয়েট জ্যাকিং স্টেশনগুলি — ড্রাইভ বরাবর ব্যবধানে পাইপ অংশগুলির মধ্যে ইনস্টল করা হাইড্রোলিক জ্যাকগুলি — দীর্ঘ ড্রাইভে ক্রমবর্ধমান ঘর্ষণ লোড কমাতে ব্যবহৃত হয় যা অন্যথায় পুরো পাইপ স্ট্রিং দৈর্ঘ্যকে ধাক্কা দেওয়ার জন্য প্রধান জ্যাকিং ফ্রেমের প্রয়োজন হবে, যা রক ড্রাইভে দীর্ঘ বোরে কয়েক হাজার টন পৌঁছতে পারে।
স্টিয়ারিং এবং গ্রেড নিয়ন্ত্রণ
শিলার মাধ্যমে নির্দিষ্ট লাইন এবং গ্রেড বজায় রাখার জন্য একটি স্টিয়ারিং সিস্টেমের প্রয়োজন হয় যে দিকনির্দেশক প্রবণতাগুলিকে অতিক্রম করতে সক্ষম যা রক অ্যানিসোট্রপি এবং ফ্র্যাকচার প্যাটার্নগুলি মেশিনে চাপিয়ে দিতে পারে। রক পাইপ জ্যাকিং মেশিনে হাইড্রোলিক স্টিয়ারিং সিলিন্ডার সহ আর্টিকুলেটেড শিল্ড ব্যবহার করা হয় যা মেশিনের সামনের অংশটিকে ট্রেলিং পাইপের সাপেক্ষে ডিফ্লেক্ট করে, যা ড্রাইভ চলাকালীন ক্রমাগত সংশোধন করার অনুমতি দেয়। একটি লেজার থিওডোলাইট বা জাইরোস্কোপিক গাইডেন্স সিস্টেম সারফেস কন্ট্রোল স্টেশনে প্রদর্শিত রিয়েল-টাইম ডেটা সহ ডিজাইন অ্যালাইনমেন্টের সাপেক্ষে মেশিনের অবস্থান নিরীক্ষণ করে। হার্ড রকে, স্টিয়ারিং সংশোধনগুলি ধীরে ধীরে প্রয়োগ করতে হবে — শক্ত মাটিতে আকস্মিক স্টিয়ারিং সমন্বয় পাইপের জয়েন্টের ক্ষতি বা ঘর্ষণ লোড বাড়াতে পারে — এবং দিক পরিবর্তনের সময় পাইপ স্ট্রিংকে অতিরিক্ত চাপ এড়াতে মেশিনের স্টিয়ারিং জ্যামিতি অবশ্যই পাইপের ব্যাস এবং জয়েন্ট সহনশীলতার সাথে মিলে যেতে হবে।
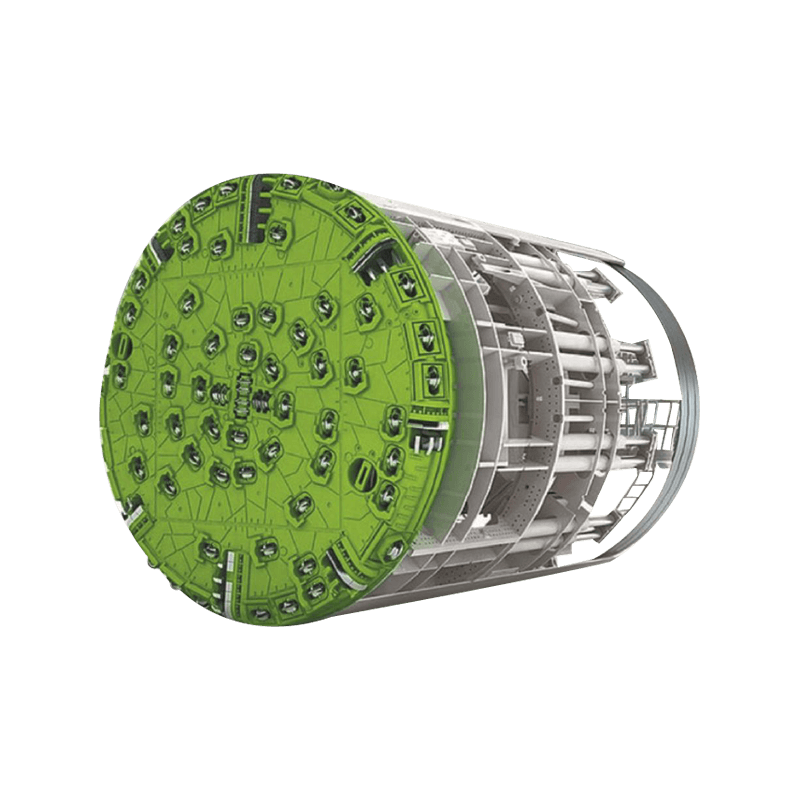
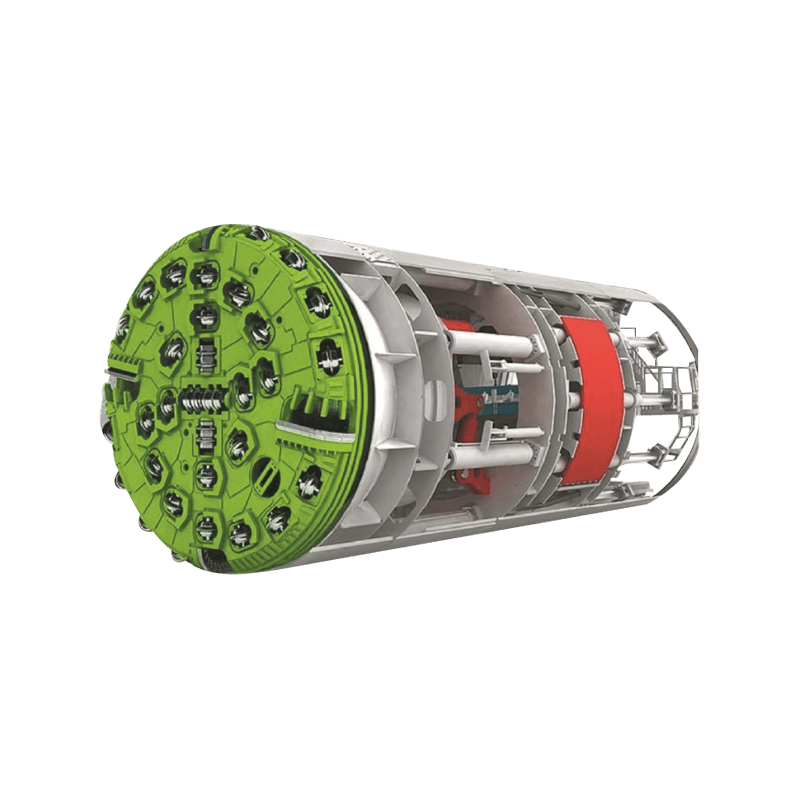
বিভিন্ন রক অবস্থার জন্য কাটারহেডের ধরন
কাটারহেড হল একটি রক পাইপ জ্যাকিং মেশিনের সংজ্ঞায়িত উপাদান — এর নকশা নির্ধারণ করে যে মেশিনটি লক্ষ্য শিলাকে কার্যকরভাবে খনন করতে পারে কিনা, কত দ্রুত কাটার পরিধান ঘটে এবং মিশ্র মুখের পরিস্থিতিতে মেশিনটি কীভাবে কাজ করে। স্থল অবস্থার জন্য সঠিক কাটারহেড কনফিগারেশন নির্বাচন করা বা নির্দিষ্ট করা প্রকল্প পরিকল্পনার সবচেয়ে গুরুত্বপূর্ণ সিদ্ধান্তগুলির মধ্যে একটি।
| কাটারহেড টাইপ | রক UCS পরিসীমা | প্রাথমিক কাটার সরঞ্জাম | সবচেয়ে উপযুক্ত শর্ত | মূল সীমাবদ্ধতা |
| ডিস্ক কাটার মাথা (পুরো মুখ) | 80 - 300 MPa | 17" বা 19" ডিস্ক কাটার | উপযুক্ত হার্ড রক, গ্রানাইট, ব্যাসল্ট | নরম বা ফ্র্যাকচার জোনে খারাপ পারফরম্যান্স |
| বোতাম বিট / রোলার বিট মাথা | 40 - 150 MPa | টংস্টেন কার্বাইড বোতাম বিট | মাঝারি-কঠিন শিলা, চুনাপাথর, বেলেপাথর | খুব কঠিন বা ঘষিয়া তুলিয়া ফেলিতে সক্ষম শিলা উচ্চ পরিধান |
| কম্বিনেশন হেড (ডিস্ক পিক) | 20 - 120 MPa | ডিস্ক কাটার ড্র্যাগ পিক | মিশ্র মুখ: শিলা এবং মাটি, পরিবর্তনশীল কঠোরতা | বিশুদ্ধ হার্ড রক মধ্যে আপস কর্মক্ষমতা |
| বোর মাথা তুলুন (অভিযোজিত) | 100 - 250 MPa | Tricone রোলার বিট | খুব শক্ত উপযুক্ত শিলা, ছোট ব্যাস | সীমিত ব্যাস পরিসীমা; উচ্চ টর্ক চাহিদা |
কাটার পরিদর্শন এবং প্রতিস্থাপন অ্যাক্সেস শিলা পাইপ জ্যাকিং মেশিনের জন্য একটি গুরুত্বপূর্ণ নকশা বিবেচনা। বৃহত্তর-ব্যাসের মেশিনে (সাধারণত DN 1200 এবং তার উপরে), কর্মীদের পক্ষে ড্রাইভ চলাকালীন জীর্ণ কাটার পরিদর্শন এবং প্রতিস্থাপন করার জন্য স্ব-সমর্থক শিলায় নিরাপদ বায়ুমণ্ডলীয় পরিস্থিতিতে কাটারহেড চেম্বারে প্রবেশ করা সম্ভব। ছোট-ব্যাসের মেশিনে, কাটার প্রতিস্থাপনের জন্য হয় মেশিনটিকে লঞ্চ শ্যাফ্টে প্রত্যাহার করা প্রয়োজন - একটি উল্লেখযোগ্য সময় এবং খরচ জরিমানা - অথবা দূরবর্তীভাবে পরিচালিত কাটার বিনিময় সিস্টেম ব্যবহার করে যা জীর্ণ সরঞ্জামগুলিকে ম্যান-এন্ট্রি ছাড়াই প্রতিস্থাপন করার অনুমতি দেয়। ড্রাইভের পরিকল্পনায় কাটার পরিবর্তনের সম্ভাব্যতা এবং ব্যয়কে বিবেচনা করা উচিত, বিশেষ করে অত্যন্ত ঘষিয়া তুলিয়া ফেলিতে সক্ষম শিলায় লং ড্রাইভের জন্য যেখানে কাটার ব্যবহারের হার বেশি।
জ্যাকিং ফোর্স ক্যালকুলেশন এবং ইন্টারমিডিয়েট জ্যাকিং স্টেশন
একটি রক পাইপ জ্যাকিং মেশিনকে অগ্রসর করার জন্য মোট জ্যাকিং ফোর্স প্রজেক্ট পরিকল্পনার সবচেয়ে গুরুত্বপূর্ণ প্যারামিটারগুলির মধ্যে একটি — এটি প্রধান জ্যাকিং ফ্রেমের ক্ষমতা, থ্রাস্ট প্রাচীরের কাঠামোগত নকশা, পাইপ অংশগুলির প্রয়োজনীয় শক্তি এবং মধ্যবর্তী জ্যাকিং স্টেশনগুলির প্রয়োজন কিনা তা নির্ধারণ করে। জ্যাকিং ফোর্সকে অবমূল্যায়ন করা ড্রাইভের দিকে নিয়ে যায় যা স্টল, পাইপ যেগুলি অতিরিক্ত থ্রাস্টে ক্ষতিগ্রস্থ হয়, বা প্রকল্পগুলি সম্পূর্ণ করা যায় না।
টোটাল জ্যাকিং ফোর্স হল ফেস রেজিস্ট্যান্সের সমষ্টি — পাথরের মধ্য দিয়ে কাটারহেডকে অগ্রসর করার জন্য প্রয়োজনীয় বল — এবং ইনস্টল করা পাইপ স্ট্রিংটির পুরো দৈর্ঘ্য বরাবর ত্বকের ঘর্ষণ। শিলায় ফেস রেজিস্ট্যান্স প্রাথমিকভাবে রক ইউসিএস, কাটারহেড এরিয়া এবং কাটার কনফিগারেশনের একটি ফাংশন। ত্বকের ঘর্ষণ পাইপ ওডি এবং বোরহোলের মধ্যে বৃত্তাকার ফাঁক, ওভারকাট মাত্রা, তৈলাক্তকরণ ইনজেকশনের কার্যকারিতা এবং পাইপের পৃষ্ঠের রুক্ষতা দ্বারা নির্ধারিত হয়। রক পাইপ জ্যাকিং-এ, বোরহোলের ব্যাস সাধারণত পাইপ OD - ওভারকাট - থেকে সামান্য বড় কাটা হয় যা ত্বকের ঘর্ষণ কমাতে এবং কণাকার তৈলাক্তকরণ ইনজেকশনের জন্য জায়গা প্রদান করে। শিলা অবস্থার জন্য একটি সাধারণ ওভারকাট হল 20 থেকে 50 মিমি ব্যাসার্ধ, শিলার গুণমান এবং ড্রাইভের দৈর্ঘ্যের উপর নির্ভর করে।
ইন্টারমিডিয়েট জ্যাকিং স্টেশন (IJS), যাকে ইন্টারজ্যাকও বলা হয়, হাইড্রোলিক জ্যাক অ্যাসেম্বলিগুলি ড্রাইভের সাথে গণনা করা ব্যবধানে পাইপ বিভাগের মধ্যে ইনস্টল করা হয়। তারা ড্রাইভটিকে ছোট অংশে বিভক্ত করার অনুমতি দেয়, প্রতিটিটি নিকটতম জ্যাকিং স্টেশন দ্বারা এগিয়ে যায়, যাতে পাইপের কোনও পৃথক অংশ সম্পূর্ণ ড্রাইভের দৈর্ঘ্যের ক্রমবর্ধমান ঘর্ষণ বহন করে না। সাধারণ অবস্থায় 150 থেকে 200 মিটারের বেশি রক পাইপ জ্যাকিং ড্রাইভের জন্য, IJS প্রায় সবসময় প্রয়োজন হয়। IJS এর ব্যবধানটি পাইপ বিভাগে সর্বাধিক অনুমোদিত জ্যাকিং লোড দ্বারা নির্ধারিত হয় — পাইপ নির্মাতারা তাদের পণ্যগুলির জন্য সর্বাধিক অনুমোদিত জ্যাকিং ফোর্স নির্দিষ্ট করে, এবং IJS স্পেসিংকে অবশ্যই নিশ্চিত করতে হবে যে এই শক্তিটি সবচেয়ে খারাপ-কেস ঘর্ষণ পরিস্থিতিতে ড্রাইভের যেকোন সময়ে অতিক্রম করা হবে না।
রক পাইপ জ্যাকিং-এ তৈলাক্তকরণ এবং অ্যানুলার গ্রাউটিং
সমস্ত পাইপ জ্যাকিং ড্রাইভে পাইপ স্ট্রিং এবং বোরহোল প্রাচীরের মধ্যে কণাকার স্থানের তৈলাক্তকরণ অপরিহার্য কিন্তু নরম গ্রাউন্ড অ্যাপ্লিকেশনের তুলনায় শিলা অবস্থায় এর নির্দিষ্ট বৈশিষ্ট্য রয়েছে। নরম মাটিতে, পাইপ স্ট্রিং এর পোর্টের মাধ্যমে ইনজেক্ট করা বেন্টোনাইট স্লারি অ্যানুলাসকে পূর্ণ করে এবং একটি কম শিয়ার লুব্রিকেটিং মাধ্যম প্রদান করে ত্বকের ঘর্ষণ কমায়। শিলায়, স্ব-সমর্থক বোরহোল প্রাচীরের অর্থ হল যে লুব্রিকেন্টকে মুখের সমর্থন প্রদানের প্রয়োজন নেই, তবে এটি এখনও পাইপ-রক যোগাযোগের ঘর্ষণ কমাতে এবং ড্রাইভটি যে কোনও সময়ের জন্য বন্ধ হয়ে গেলে পাইপ স্ট্রিংটিকে বোরে লক হওয়া থেকে প্রতিরোধ করার জন্য গুরুত্বপূর্ণ কাজ করে।
রক ড্রাইভে তৈলাক্তকরণ ইনজেকশন বেনটোনাইট বা পলিমার-ভিত্তিক লুব্রিকেশন গ্রাউট ব্যবহার করে যা পাইপ স্ট্রিং বরাবর বিতরণ করা একাধিক ইনজেকশন পোর্টের মাধ্যমে ইনজেকশন করা হয়। ইনজেকশনের চাপ অবশ্যই বৃত্তাকার স্থান পূরণ করতে এবং ভূগর্ভস্থ জল বা শিলা জরিমানা স্থানচ্যুত করার জন্য পর্যাপ্ত হতে হবে, তবে এত বেশি নয় যে এটি আশেপাশের শিলার হাইড্রোলিক ফ্র্যাকচারিং ঘটায় বা স্থলভাগে বা সংলগ্ন কাঠামোতে ফ্র্যাকচার প্লেন বরাবর পালিয়ে যায়। ড্রাইভ চলাকালীন প্রতিটি পোর্টে ইনজেকশনের পরিমাণ এবং চাপ পর্যবেক্ষণ করা অ্যানুলার ফিল কোয়ালিটি সম্পর্কে তথ্য প্রদান করে এবং অপারেটরকে এমন স্থানে সতর্ক করে যেখানে পাইপটি বোরহোল প্রাচীরের সাথে সরাসরি যোগাযোগ করছে — এমন একটি অবস্থা যা ঘর্ষণ এবং পরিধানের ঝুঁকি বাড়ায়।
ড্রাইভের সমাপ্তির সময়, পাইপের জন্য স্থায়ী সমর্থন প্রদানের জন্য এবং অন্যথায় মাটিতে বসতি স্থাপনের কারণ হতে পারে এমন কোনো শূন্যস্থান পূরণ করার জন্য কণাকার স্থানটি সাধারণত সিমেন্ট-বেনটোনাইট বা পিএফএ-সিমেন্ট গ্রাউট দিয়ে গ্রাউট করা হয়। উপযুক্ত শিলা যেখানে বোরহোল সম্পূর্ণরূপে স্ব-সমর্থক, এই গ্রাউটিং ধাপটি ছোট-ব্যাসের ড্রাইভের জন্য বাদ দেওয়া যেতে পারে, তবে এটি বড় ব্যাসের জন্য এবং শিলায় যে কোনও মাত্রার ফ্র্যাকচারিং বা আবহাওয়ার জন্য আদর্শ অনুশীলন যা সময়ের সাথে সাথে অ্যানুলার স্পেসে ব্লকগুলির প্রগতিশীল আলগা হতে পারে।
রক পাইপ জ্যাকিং প্রকল্পের জন্য স্থল তদন্তের প্রয়োজনীয়তা
একটি রক পাইপ জ্যাকিং প্রকল্পের সাফল্য মেশিন নির্বাচন এবং প্রকল্প পরিকল্পনার আগে স্থল তদন্তের মানের উপর অনেক বেশি নির্ভর করে। শিলা অবস্থাগুলি স্বল্প দূরত্বের জন্য কুখ্যাতভাবে পরিবর্তনশীল, এবং যে প্যারামিটারগুলি মেশিনের কর্মক্ষমতাকে সবচেয়ে বেশি প্রভাবিত করে — UCS, ঘর্ষণ সূচক, ফ্র্যাকচার ফ্রিকোয়েন্সি, এবং মিশ্র-মুখী অঞ্চলগুলির উপস্থিতি — পৃষ্ঠের ম্যাপিং বা স্পার্স বোরহোল ডেটা থেকে নির্ভরযোগ্যভাবে অনুমান করা যায় না। অপর্যাপ্ত স্থল তদন্ত হল অপ্রত্যাশিত মেশিন স্টপেজ, কাটার ব্যবহার পূর্বাভাসের চেয়ে অনেক বেশি এবং রক পাইপ জ্যাকিংয়ে প্রকল্পের ব্যয় বৃদ্ধির সবচেয়ে সাধারণ কারণ।
- ড্রাইভ প্রান্তিককরণ বরাবর বোরহোল ড্রিলিং: ড্রাইভ সারিবদ্ধকরণ বরাবর সর্বাধিক 50-মিটার ব্যবধানে রোটারি কোরড বোরহোল, লগিং এবং পরীক্ষাগার পরীক্ষার জন্য অবিচ্ছিন্ন মূল নমুনা পুনরুদ্ধার করা, একটি অর্থপূর্ণ গ্রাউন্ড মডেলের জন্য সর্বনিম্ন প্রয়োজনীয়তা। প্রতি রানের জন্য কোর রিকভারি শতাংশ, রক কোয়ালিটি ডেজিনেশন (RQD), এবং প্রতি মিটারে ফ্র্যাকচার ফ্রিকোয়েন্সি রেকর্ড করা উচিত। ভূতাত্ত্বিকভাবে জটিল গ্রাউন্ডে ড্রাইভের জন্য, ক্লোজ বোরহোল স্পেসিং মেশিন স্টপেজের খরচ দ্বারা ন্যায়সঙ্গত হয় যা অপর্যাপ্ত ডেটার কারণ হতে পারে।
- পরীক্ষাগার শিলা পরীক্ষা: মূল নমুনাগুলি ISRM বা ASTM মান, ব্রাজিলীয় প্রসার্য শক্তি, পয়েন্ট লোড সূচক এবং Cerchar Abrasivity Index (CAI) বা সমতুল্যের জন্য unconfined compressive শক্তি (UCS) পরীক্ষা করা উচিত। CAI কাটার খরচ অনুমানের জন্য বিশেষভাবে গুরুত্বপূর্ণ — অত্যন্ত ঘষিয়া তুলিয়া ফেলিতে সক্ষম শিলা (CAI 3.0-এর উপরে) মাঝারিভাবে ঘষিয়া তুলিয়া ফেলিতে সক্ষম পদার্থের তুলনায় তিন থেকে পাঁচ গুণ বেশি হারে ডিস্ক কাটার গ্রাস করতে পারে, যা নাটকীয়ভাবে প্রকল্পের অর্থনীতিকে প্রভাবিত করে।
- হাইড্রোজোলজিকাল মূল্যায়ন: ড্রাইভ বরাবর ভূগর্ভস্থ জলের অবস্থা লুণ্ঠন অপসারণ সিস্টেমের নকশা, খাদ নির্মাণ পদ্ধতি, এবং ভাঙ্গা বা কার্স্টিক শিলায় ভূগর্ভস্থ জল প্রবেশের ঝুঁকিকে প্রভাবিত করে। বোরহোলগুলিতে স্থায়ী জলের স্তর এবং ব্যাপ্তিযোগ্যতা চিহ্নিত করার জন্য প্যাকার পরীক্ষার সমস্ত ড্রাইভের জন্য স্থল তদন্ত প্রোগ্রামে অন্তর্ভুক্ত করা উচিত যেখানে ভূগর্ভস্থ জল প্রত্যাশিত।
- মিশ্র মুখের অবস্থা সনাক্তকরণ: শিলা এবং ওভারলাইং মাটির মধ্যবর্তী স্থানান্তর অঞ্চল, আবহাওয়াযুক্ত শিলা ইন্টারফেস এবং শিলা ভরের মধ্যে ডাইক বা অনুপ্রবেশের যোগাযোগগুলি শিলা পাইপ জ্যাকিং মেশিনের জন্য সর্বোচ্চ ঝুঁকিপূর্ণ অবস্থা। স্থল তদন্তের বিশেষভাবে এই ট্রানজিশন জোনগুলিকে চিহ্নিত করার চেষ্টা করা উচিত এবং ড্রাইভের সাথে তাদের সম্ভাব্য অবস্থানগুলি চিহ্নিত করা উচিত যাতে এই বিভাগগুলিতে উপযুক্ত কাটারহেড স্পেসিফিকেশন এবং অগ্রিম হার পরিকল্পনা করা যায়।
একটি রক পাইপ জ্যাকিং মেশিন নির্বাচন করার সময় তুলনা করার জন্য মূল স্পেসিফিকেশন
একটি নির্দিষ্ট প্রকল্পের জন্য রক মাইক্রোটানেলিং মেশিন এবং হার্ড রক পাইপ জ্যাকিং সরঞ্জামের মূল্যায়ন করার সময়, সরবরাহকারী এবং মডেলগুলির মধ্যে তুলনা করার জন্য নিম্নলিখিত স্পেসিফিকেশন প্যারামিটারগুলি সবচেয়ে গুরুত্বপূর্ণ:
| স্পেসিফিকেশন | কি জন্য তাকান | কেন এটা গুরুত্বপূর্ণ |
| সর্বোচ্চ রক UCS রেটিং | মার্জিন সহ গ্রাউন্ড তদন্ত ডেটাতে সর্বাধিক UCS অতিক্রম করতে হবে | মেশিনটি গ্রহণযোগ্য অনুপ্রবেশ হারে লক্ষ্য শিলা খনন করতে পারে কিনা তা নির্ধারণ করে |
| কাটারহেড ড্রাইভ শক্তি এবং টর্ক | কঠিন শিলা এবং বড় ব্যাসের জন্য উচ্চ টর্ক | অপর্যাপ্ত ঘূর্ণন সঁচারক বল হার্ড রক মধ্যে কাটারহেড স্টল কারণ; অতিরিক্ত ঘূর্ণন সঁচারক বল পাইপ স্ট্রিং ক্ষতি ঝুঁকি |
| সর্বোচ্চ খোঁচা বল | নিরাপত্তা ফ্যাক্টরের সাথে গণনাকৃত ড্রাইভ জ্যাকিং ফোর্স মেলে | আন্ডারপাওয়ারড থ্রাস্ট মানে ড্রাইভ সম্পূর্ণ করা যাবে না; অতিরিক্ত খোঁচা পাইপ ওভারলোডিং ঝুঁকি |
| কাটার পরিবর্তন পদ্ধতি | ম্যান-এন্ট্রি, রিমোট এক্সচেঞ্জ, বা খাদ প্রত্যাহার | দীর্ঘ বা ঘষিয়া তুলিয়া ফেলিতে সক্ষম ড্রাইভে কাটার রক্ষণাবেক্ষণের জন্য ডাউনটাইম এবং খরচ নির্ধারণ করে |
| গাইডেন্স সিস্টেমের যথার্থতা | লেজার টার্গেট বা জাইরোস্কোপিক; নির্ভুলতা ±10 মিমি বা ভাল | সমাপ্ত পাইপলাইন ব্যয়বহুল সংশোধন ছাড়া গ্রেড সহনশীলতা পূরণ করে কিনা তা নির্ধারণ করে |
| লুণ্ঠন অপসারণ সিস্টেম | স্লারি বা যান্ত্রিক; রক চিপের আকারের সাথে মিলে যায় | অপর্যাপ্ত লুণ্ঠন অপসারণের কারণে কাটারহেড জ্যামিং এবং ড্রাইভ বন্ধ হয়ে যায় |
| ওভারকাট মাত্রা | সাধারণত 20 - 50 মিমি ব্যাসার্ধ শিলায় | বড় ওভারকাট ত্বকের ঘর্ষণ এবং স্টিয়ারিং প্রতিরোধকে হ্রাস করে কিন্তু গ্রাউটের পরিমাণ বাড়ায় |
রক পাইপ জ্যাকিং ড্রাইভের সাধারণ সমস্যা এবং সেগুলি কীভাবে প্রতিরোধ করা যায়
এমনকি সুপরিকল্পিত রক পাইপ জ্যাকিং প্রকল্পগুলি কার্যকরী চ্যালেঞ্জের সম্মুখীন হয়। সবচেয়ে সাধারণ সমস্যা এবং তাদের কারণগুলি বোঝা প্রকল্প দলগুলিকে প্রতিরোধমূলক ব্যবস্থাগুলি বাস্তবায়ন করতে এবং সমস্যা দেখা দিলে কার্যকরভাবে প্রতিক্রিয়া জানাতে সহায়তা করে।
- বড় আকারের পাথরের টুকরোগুলিতে কাটারহেড জ্যাম করা: ভাঙা পাথরে, কাটারহেডের খোলার চেয়ে বড় ব্লকগুলি কাটারহেডের বিরুদ্ধে ওয়েজড হয়ে যেতে পারে, ঘূর্ণন বন্ধ করে দেয়। প্রতিরোধের জন্য কাটারহেড খোলার আকারকে পাথরের ভর বৈশিষ্ট্য থেকে প্রত্যাশিত ব্লকের আকারের সাথে মেলাতে হবে এবং ছোটখাটো জ্যাম থেকে মুক্ত হওয়ার জন্য কাটারহেডের যথেষ্ট টর্ক রিজার্ভ রয়েছে তা নিশ্চিত করা। কিছু রক পাইপ জ্যাকিং মেশিনে বিশেষভাবে জ্যাম করা কাটার বা টুকরো মুক্ত করার জন্য বিপরীতমুখী কাটারহেড ঘূর্ণন অন্তর্ভুক্ত থাকে।
- ভাঙ্গা অঞ্চলে ভূগর্ভস্থ জলের প্রবেশ: উল্লেখযোগ্য হাইড্রোলিক হেড সহ উচ্চ ফাটলযুক্ত শিলা বোরে দ্রুত ভূগর্ভস্থ জল প্রবেশ করতে পারে যখন মেশিনটি একটি জল বহনকারী ফ্র্যাকচার জোনকে ছেদ করে। প্রতিরোধের জন্য ড্রাইভের আগে হাইড্রোজোলজিকাল মূল্যায়ন প্রয়োজন এবং যেখানে উচ্চ-ঝুঁকিপূর্ণ অঞ্চল চিহ্নিত করা হয়, মেশিনটি জোনে পৌঁছানোর আগে ব্যাপ্তিযোগ্যতা কমাতে পৃষ্ঠ থেকে বা পাইপ স্ট্রিংয়ের মধ্যে থেকে প্রাক-গ্রাউটিং করা প্রয়োজন। জরুরী মুখ সিল করার জন্য সরঞ্জাম সম্ভাব্য জল বহনকারী শিলা সব ড্রাইভে উপলব্ধ করা উচিত.
- পাইপ ঘর্ষণ থেকে ড্রাইভ লক আপ: যদি একটি ড্রাইভ একটি বর্ধিত সময়ের জন্য বন্ধ করা হয় - রক্ষণাবেক্ষণ, কাটার পরিবর্তন বা সরঞ্জামের ব্যর্থতার জন্য - পাইপের স্ট্রিংটি বোরে লক হয়ে যেতে পারে কারণ লুব্রিকেশন গ্রাউট পাইপের বিরুদ্ধে একীভূত হয়। প্রতিরোধের জন্য নিয়মিত লুব্রিকেশন ইনজেকশন ভলিউম বজায় রাখা, যেকোনো পরিকল্পিত স্টপেজের সময় পাইপ স্ট্রিংকে সচল রাখার জন্য ছোট জ্যাকিং স্ট্রোক করা এবং অপরিকল্পিত স্টপেজ ঘটলে জরুরি পুনঃসংহতকরণের জন্য জরুরি পরিকল্পনা থাকা প্রয়োজন। প্রধান জ্যাকিং ফ্রেমের সাথে পুরো স্ট্রিংটি মুক্ত করার চেষ্টা না করে সেগমেন্টে ঘর্ষণ ভাঙ্গার জন্য মধ্যবর্তী জ্যাকিং স্টেশনগুলি সক্রিয় করা উচিত।
- অত্যন্ত অ্যানিসোট্রপিক শিলায় গাইডেন্স বিচ্যুতি: ড্রাইভের দিক থেকে একটি কোণে শক্তিশালী ফোলিয়েশন, বেডিং বা জয়েন্ট সেট সহ রক কাটারহেডে পার্শ্বীয় শক্তি প্রয়োগ করে যা স্টিয়ারিং সংশোধন প্রয়োগ করার আগে মেশিনটিকে প্রান্তিককরণ বন্ধ করতে পারে। প্রতিরোধের জন্য ঘন ঘন নির্দেশিকা পর্যবেক্ষণ প্রয়োজন - আদর্শভাবে ক্রমাগত স্বয়ংক্রিয় ট্র্যাকিং - এবং উল্লেখযোগ্য বিচ্যুতি হওয়ার পরে প্রতিক্রিয়াশীল সংশোধনের পরিবর্তে সক্রিয় স্টিয়ারিং সমন্বয় প্রয়োজন। পরিচিত অ্যানিসোট্রপিক শিলা বিভাগে, অগ্রিম হার হ্রাস করা মেশিনের দিকের উপর আরও নিয়ন্ত্রণের অনুমতি দেয়।
- মোটা কাটিং থেকে স্লারি পাইপলাইন ব্লকেজ: হার্ড রকে, ডিস্ক কাটার চিপিং ক্রিয়া অনিয়মিত টুকরো তৈরি করে যা পরিবহণের জন্য ডিজাইন করা নরম-গ্রাউন্ড কাটিং স্লারি সিস্টেমের তুলনায় উল্লেখযোগ্যভাবে মোটা হতে পারে। স্লারি রিটার্ন লাইনে ব্লকেজ দ্রুত ড্রাইভ বন্ধ করে দেয় এবং ইনস্টল করা পাইপ স্ট্রিং দিয়ে পরিষ্কার করা কঠিন হতে পারে। প্রতিরোধের জন্য স্লারি বেগ এবং পাইপের ব্যাস প্রত্যাশিত চিপের আকারের জন্য পর্যাপ্ত, স্লারি সার্কিটে অ্যাক্সেসযোগ্য ক্লিনআউট পয়েন্টগুলি ইনস্টল করা এবং আংশিক বাধাগুলি সম্পূর্ণ বাধা হওয়ার আগে শনাক্ত করতে ক্রমাগত রিটার্ন প্রবাহের পরিমাণ এবং পাম্পের চাপ পর্যবেক্ষণ করা প্রয়োজন।
আপনার প্রকল্পের জন্য সঠিক রক পাইপ জ্যাকিং মেশিন নির্বাচন করা
প্রতিটি রক পাইপ জ্যাকিং প্রকল্পের নির্দিষ্ট স্থল অবস্থা, ড্রাইভ জ্যামিতি এবং প্রকল্পের সীমাবদ্ধতার সাথে মেশিনের স্পেসিফিকেশন মেলানো প্রোগ্রাম এবং বাজেটের মধ্যে প্রয়োজনীয় ফলাফল অর্জনের জন্য অপরিহার্য। নিম্নলিখিত প্রশ্নগুলি নির্বাচন প্রক্রিয়ার জন্য একটি কাঠামোগত কাঠামো প্রদান করে:
- লক্ষ্য শিলার সর্বোচ্চ UCS এবং Cerchar Abrasivity সূচক কত? এই দুটি পরামিতি একসাথে প্রয়োজনীয় কাটার স্পেসিফিকেশন এবং প্রত্যাশিত কাটার খরচ হার নির্ধারণ করে। 150 MPa UCS রকের জন্য রেট করা একটি মেশিন 250 MPa-এ গ্রানাইট স্থাপন করা উচিত নয় — নিশ্চিত করুন যে মেশিনের ডিজাইন UCS রেটিং পর্যাপ্ত নিরাপত্তা মার্জিনের সাথে আপনার গ্রাউন্ড তদন্ত ডেটার সাথে মেলে বা অতিক্রম করে।
- ড্রাইভের দৈর্ঘ্য এবং পাইপের ব্যাস কত? ড্রাইভের দৈর্ঘ্য নির্ধারণ করে যে মধ্যবর্তী জ্যাকিং স্টেশনগুলি প্রয়োজন কিনা এবং ন্যূনতম প্রধান জ্যাকিং ফ্রেমের ধারণক্ষমতাকে প্রভাবিত করে। পাইপের ব্যাস বোরের ব্যাস, কাটারহেডের ব্যাস, মেশিনের মাত্রা এবং ম্যান-এন্ট্রি কাটার পরিদর্শন সম্ভব কিনা তা নির্ধারণ করে — সাধারণত মেশিনের নকশার উপর নির্ভর করে আনুমানিক DN 1000 থেকে 1200 এর উপরেই সম্ভব।
- মিশ্র মুখের অবস্থা প্রত্যাশিত? যদি ড্রাইভটি এমন অঞ্চলের মধ্য দিয়ে যায় যেখানে শিলাকে আবৃত করা হয় বা নরম উপাদান দিয়ে আবদ্ধ করা হয়, তাহলে একটি কম্বিনেশন কাটারহেড এবং একটি মেশিন যা ওপেন-ফেস রক মোড এবং ক্লোজ-ফেস আর্থ প্রেসার ব্যালেন্স বা স্লারি মোড উভয় ক্ষেত্রে কাজ করতে সক্ষম। শুধুমাত্র বিশুদ্ধ পাথরে নয়, বিশেষভাবে মিশ্র-মুখের পরিস্থিতিতে মেশিনের সক্ষমতা নিশ্চিত করুন।
- খাদের মাত্রা এবং পৃষ্ঠের পদচিহ্নের উপর সাইটের সীমাবদ্ধতাগুলি কী কী? রক পাইপ জ্যাকিং ইকুইপমেন্ট — জ্যাকিং ফ্রেম, স্লারি প্ল্যান্ট, স্পয়েল হ্যান্ডলিং — লঞ্চ শ্যাফটের চারপাশে উল্লেখযোগ্য সারফেস এরিয়ার প্রয়োজন। নিশ্চিত করুন যে সরবরাহকারীর দ্বারা প্রস্তাবিত সরঞ্জাম কনফিগারেশন উপলব্ধ সাইটের ফুটপ্রিন্টের মধ্যে ফিট করে, নিম্ন পাইপ বিভাগে ক্রেন অপারেশন এবং স্লারি ট্যাঙ্কার চলাচলের জন্য নিরাপদ অ্যাক্সেস সহ।
- তুলনীয় শিলা অবস্থায় সরবরাহকারীর কি ট্র্যাক রেকর্ড আছে? তুলনীয় ভূতত্ত্বে রক পাইপ জ্যাকিংয়ের জন্য বিশেষভাবে প্রকল্পের রেফারেন্স অনুরোধ করুন — UCS পরিসর, শিলার ধরন, ড্রাইভের দৈর্ঘ্য এবং ব্যাস। সফ্ট-গ্রাউন্ড মাইক্রোটানেলিংয়ে একটি বিস্তৃত ট্র্যাক রেকর্ডের কিন্তু হার্ড রকে সীমিত অভিজ্ঞতার সাথে একজন সরবরাহকারী একই রকম পরিস্থিতিতে একাধিক সম্পন্ন রক প্রকল্পের তুলনায় একটি চাহিদাপূর্ণ রক ড্রাইভের জন্য একটি উচ্চ-ঝুঁকির পছন্দ। অর্জিত অনুপ্রবেশ হার এবং কাটার খরচ ডেটা সহ কেস স্টাডির জন্য জিজ্ঞাসা করুন, শুধু প্রকল্প সমাপ্তির নিশ্চিতকরণ নয়৷










