


একটি রক পাইপ জ্যাকিং মেশিন কি এবং এটি কোথায় ব্যবহার করা হয়?
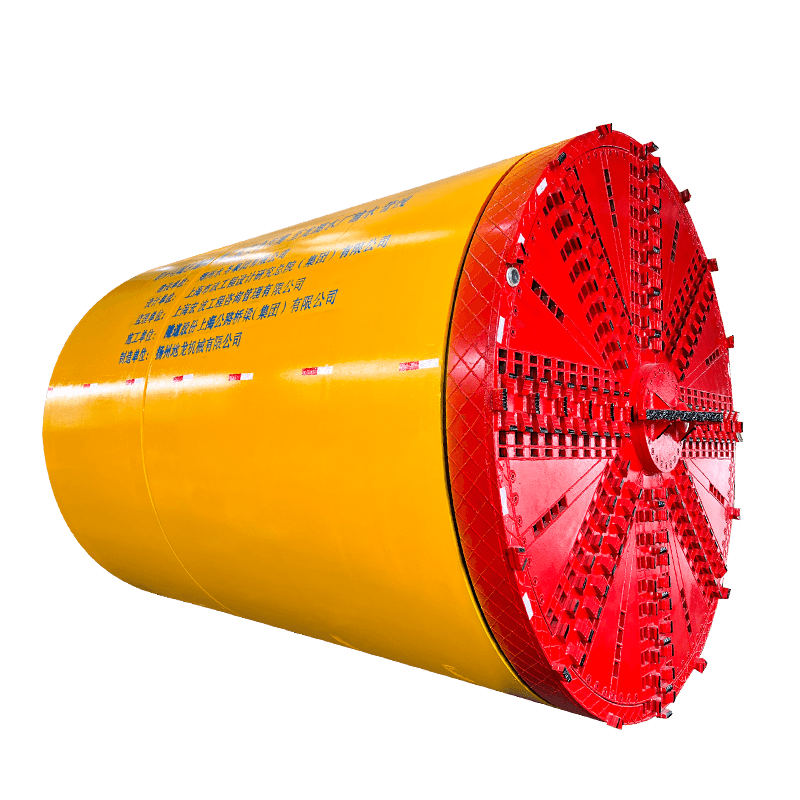
একটি রক পাইপ জ্যাকিং মেশিন হল একটি বিশেষ ট্রেঞ্চলেস নির্মাণ ব্যবস্থা যা শক্ত শিলা গঠনের মাধ্যমে বোর করার জন্য এবং একই সাথে পৃষ্ঠ থেকে খোলা-কাট খননের প্রয়োজন ছাড়াই পাইপলাইন অবকাঠামো ইনস্টল করার জন্য প্রকৌশলী। নরম মাটি এবং মিশ্র-মুখের অবস্থার জন্য ডিজাইন করা প্রচলিত পাইপ জ্যাকিং সরঞ্জামের বিপরীতে, একটি রক পাইপ জ্যাকিং মেশিন একটি শিলা-নির্দিষ্ট কাটিং হেডকে অন্তর্ভুক্ত করে — সাধারণত ডিস্ক কাটার, ড্র্যাগ বিট বা ট্রাইকোন রোলার কাটার দিয়ে লাগানো থাকে — যা আনকমপ্রেস 3-এর সাহায্যে রক ফাটল ও খনন করতে সক্ষম। গ্রানাইট, কোয়ার্টজাইট এবং বেসাল্ট গঠনে 300 MPa বা তার বেশি পর্যন্ত মাঝারি শক্ত বেলেপাথরে MPa। জ্যাকিং সিস্টেমটি খনন অগ্রগতি হিসাবে বিরক্তিকর অ্যানুলাসের মাধ্যমে চাঙ্গা কংক্রিট বা ইস্পাত পাইপ অংশগুলিকে ঠেলে দেয়, একটি অবিচ্ছিন্ন অপারেশনে মেশিনের পিছনে স্থায়ী পাইপলাইন তৈরি করে।
রক পাইপ জ্যাকিং মেশিন — রক মাইক্রোটানেলিং মেশিন, হার্ড রক পাইপ জ্যাকিং সিস্টেম, বা রক MTBM (মাইক্রোটানেল বোরিং মেশিন) নামেও উল্লেখ করা হয় — ভূগর্ভস্থ ইউটিলিটি এবং অবকাঠামো অ্যাপ্লিকেশনগুলির একটি বিস্তৃত পরিসর জুড়ে স্থাপন করা হয় যেখানে পৃষ্ঠের ব্যাঘাত কমিয়ে আনতে হবে এবং ভূতাত্ত্বিক পরিস্থিতি প্রচলিত মাটির পাইপ-জ্যাককাট পদ্ধতির ব্যবহারকে বাধা দেয়। প্রাথমিক অ্যাপ্লিকেশনের মধ্যে রয়েছে ব্যস্ত শহুরে রাস্তা, মহাসড়ক এবং রেলপথের নিচে মাধ্যাকর্ষণ নর্দমা মেইন; বেডরকের মাধ্যমে জলের ট্রান্সমিশন মেইন এবং কাঁচা জল গ্রহণের টানেল; সংবেদনশীল পরিবেশগত অঞ্চলের অধীনে গ্যাস এবং টেলিযোগাযোগ নালী ক্রসিং; স্টর্মওয়াটার কালভার্ট শিলা গিরি দিয়ে; এবং ট্রিটমেন্ট প্ল্যান্ট থেকে আউটফল স্ট্রাকচার যেখানে পাইপলাইন অ্যালাইনমেন্ট অবশ্যই গ্রহনকারী জলের অংশে পৌঁছানোর জন্য উপযুক্ত শিলার মধ্য দিয়ে যেতে হবে। পৃষ্ঠের বিঘ্ন ছাড়াই কঠিন শিলার মাধ্যমে পাইপলাইন ইনস্টল করার ক্ষমতা আধুনিক ট্রেঞ্চলেস ইঞ্জিনিয়ারিংয়ের সবচেয়ে উল্লেখযোগ্য ক্ষমতাগুলির মধ্যে একটিকে উপস্থাপন করে।
কিভাবে একটি রক পাইপ জ্যাকিং সিস্টেম কাজ করে
একটি রক পাইপ জ্যাকিং সিস্টেমের অপারেশনাল ক্রম বোঝা সরঞ্জাম নির্বাচন, স্থল তদন্তের প্রয়োজনীয়তা এবং নির্মাণ পরিকল্পনা মূল্যায়নের ভিত্তি প্রদান করে। প্রক্রিয়াটি পৃষ্ঠের অবকাঠামো, লঞ্চ শ্যাফ্ট প্রস্তুতি, মেশিন অপারেশন, এবং একটি সমন্বিত নির্মাণ কর্মপ্রবাহে অবিচ্ছিন্ন পাইপ ইনস্টলেশনকে একীভূত করে।
শ্যাফ্ট প্রস্তুতি এবং মেশিন সেটআপ চালু করুন
প্রতিটি রক পাইপ জ্যাকিং অপারেশন একটি লঞ্চ শ্যাফ্ট নির্মাণের মাধ্যমে শুরু হয় — পাইপ জ্যাকিং মেশিনকে নীচে নামানোর জন্য, প্রধান জ্যাকিং ফ্রেমকে একত্রিত করতে এবং ইনস্টলেশনের জন্য স্টেজ পাইপ বিভাগগুলিকে পর্যাপ্ত মাত্রার একটি উল্লম্বভাবে খনন করা গর্ত। লঞ্চ শ্যাফ্টটি ইনস্টল করা দীর্ঘতম পাইপ সেকশনের সম্পূর্ণ দৈর্ঘ্য, সাধারণত 1,000 থেকে 3,000 মিমি এবং মেশিনের বডির দৈর্ঘ্য এবং জ্যাকিং ফ্রেম স্ট্রোকের জন্য মাপ করা আবশ্যক। একটি চাঙ্গা কংক্রিট থ্রাস্ট প্রাচীরটি শ্যাফ্টের পিছনে ঢালাই করা হয় যথেষ্ট জ্যাকিং প্রতিক্রিয়া শক্তি বিতরণ করার জন্য - যা লং-ড্রাইভ রক জ্যাকিং অপারেশনে কয়েক হাজার কিলোনিউটনে পৌঁছাতে পারে - চারপাশের মাটিতে ফিরে আসে। প্রধান জ্যাকিং ফ্রেম, হাইড্রোলিক জ্যাকিং সিলিন্ডার, পাইপ ক্র্যাডল গাইড এবং কন্ট্রোল সিস্টেম সমন্বিত, কোনো বিরক্তিকর শুরু হওয়ার আগে স্পষ্টতা লেজার নির্দেশিকা সরঞ্জাম ব্যবহার করে ডিজাইন পাইপ গ্রেডিয়েন্ট এবং অ্যাজিমুথের সাথে ইনস্টল এবং সারিবদ্ধ করা হয়।
রক কাটিং হেড অপারেশন এবং স্পয়েল রিমুভাল
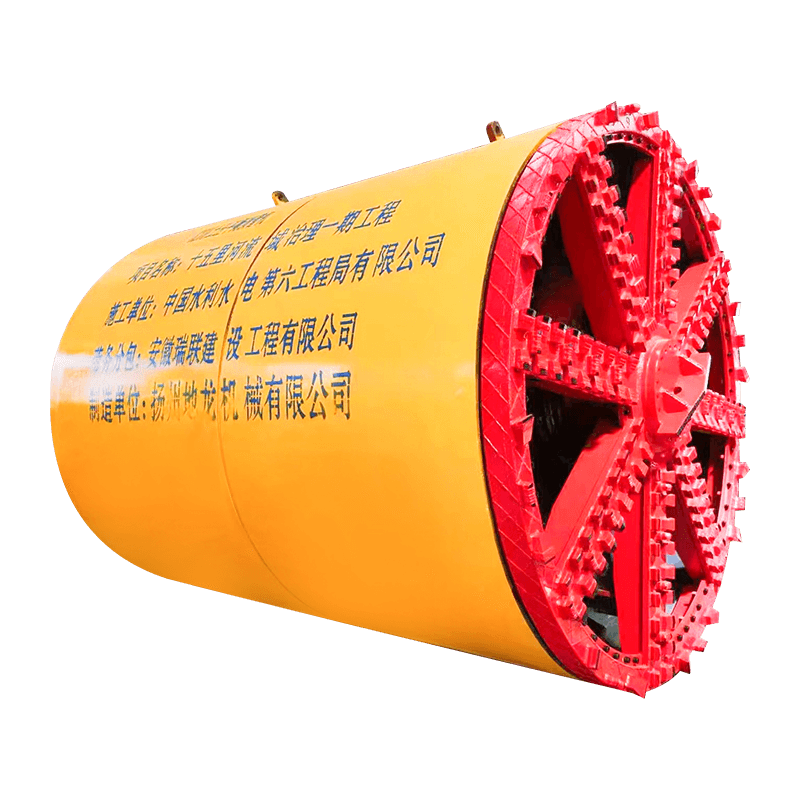
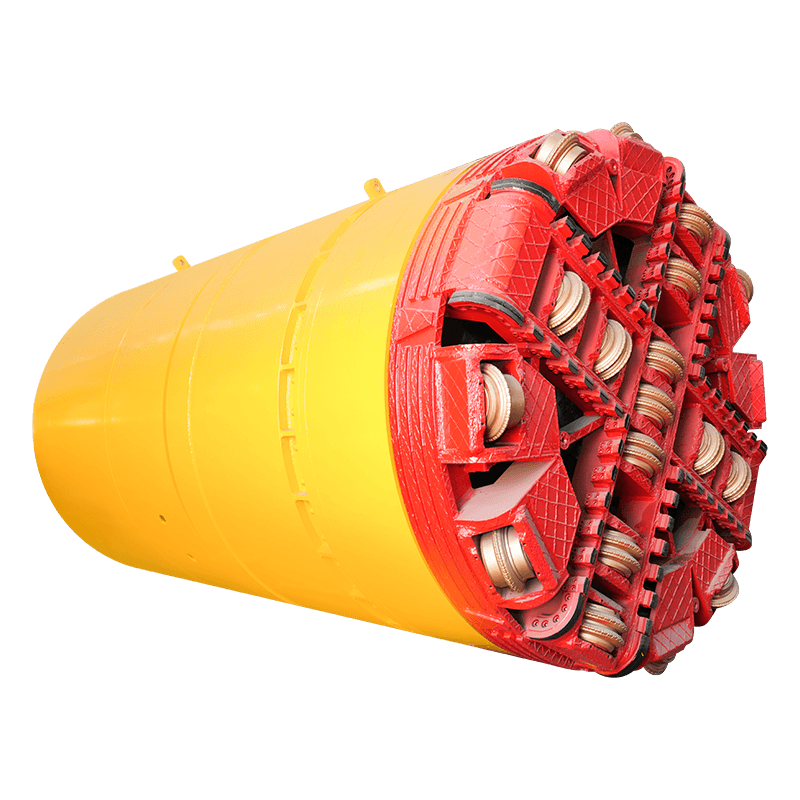
রক পাইপ জ্যাকিং মেশিনের সামনে, লঞ্চ শ্যাফ্টের প্রধান জ্যাকিং ফ্রেম থেকে পাইপ স্ট্রিংয়ের মাধ্যমে প্রেরিত জ্যাকিং ফোর্স দ্বারা পাথরের মুখের বিপরীতে অগ্রসর হওয়ার সময় কাটিং হেড হাইড্রোলিক ড্রাইভ টর্কের অধীনে ঘোরে। ডিস্ক কাটার কনফিগারেশনে, শক্ত ইস্পাত ডিস্কের রিংগুলি উচ্চ স্বাভাবিক শক্তির অধীনে রকের মুখের বিরুদ্ধে রোল করে, সংলগ্ন কাটার ট্র্যাকের মধ্যে টেনসিল ফ্র্যাকচার চিপ তৈরি করে — একই রক-ব্রেকিং নীতি যা ফুল-ফেস টানেল বোরিং মেশিনে ব্যবহৃত হয়। ড্র্যাগ বিট কনফিগারেশনে, পলিক্রিস্টালাইন ডায়মন্ড কমপ্যাক্ট (PDC) বা কার্বাইড-টিপড ড্র্যাগ কাটার শিয়ার এবং স্ক্র্যাপ রক মাথা ঘোরানোর সাথে সাথে, ডিস্ক কাটারের চেয়ে সূক্ষ্ম আঁচিল তৈরি করে এবং আনুমানিক 100 MPaCS এর নীচে মাঝারি শক্ত এবং ঘষিয়া তুলিয়া ফেলিতে সক্ষম গঠনে আরও দক্ষতার সাথে কাজ করে। কাটিং ফেসে উৎপন্ন রক কাটিং এবং জরিমানা একটি স্লারি সঞ্চালন সিস্টেমের মাধ্যমে মেশিনের বডির মাধ্যমে পিছনের দিকে ফ্লাশ করা হয় বেনটোনাইট বা জল-ভিত্তিক স্লারি ব্যবহার করে কাটার মুখে চাপ দিয়ে পাম্প করা হয় এবং সাসপেনশনে খননকৃত উপাদান বহন করে একটি পৃথক স্লারি রিটার্ন লাইনের মাধ্যমে পৃষ্ঠে ফিরে আসে। পৃষ্ঠে, একটি পৃথকীকরণ প্ল্যান্ট রিটার্ন স্লারি প্রক্রিয়া করে, পাথরের কাটা অপসারণ করে এবং পরিষ্কার স্লারিকে মেশিনে ফিরিয়ে দেয়।
পাইপ ইনস্টলেশন এবং মধ্যবর্তী জ্যাকিং স্টেশন
রক কাটিং হেড অগ্রসর হওয়ার সাথে সাথে, প্রধান জ্যাকিং সিলিন্ডারগুলির প্রতিটি সম্পূর্ণ বোরিং স্ট্রোক শ্যাফ্টের পিছনে একটি নতুন পাইপ অংশকে নামানোর জন্য জায়গা তৈরি করে, ক্রেডল গাইডে অবস্থান করে এবং স্টিল-কলার বা স্পিগট-এবং-সকেট জয়েন্টগুলি ব্যবহার করে ক্রমবর্ধমান পাইপ স্ট্রিংয়ের পিছনের সাথে সংযুক্ত করে। জ্যাকিং সিলিন্ডারগুলি তারপরে প্রত্যাহার করে, নতুন পাইপ অংশে নিযুক্ত করে এবং পুরো পাইপ স্ট্রিংকে অগ্রসর করে — এর অগ্রভাগে রক মেশিন সহ — এক পাইপের দৈর্ঘ্য দ্বারা। বোরিং, প্রত্যাহার করা এবং নতুন পাইপ সেকশন ইনস্টল করার এই চক্রটি চলতে থাকে যতক্ষণ না মেশিনটি ড্রাইভের শেষ প্রান্তে অভ্যর্থনা শ্যাফটে পৌঁছায়। লং ড্রাইভের জন্য যেখানে বাইরের পাইপ পৃষ্ঠ এবং আশেপাশের শিলা বোরহোলের মধ্যে জমে থাকা ত্বকের ঘর্ষণ প্রধান জ্যাকিং ফ্রেমের পক্ষে একা কাটিয়ে উঠতে খুব বড় হয়ে যায়, মধ্যবর্তী জ্যাকিং স্টেশনগুলি (IJS) - পূর্ব নির্ধারিত ব্যবধানে পাইপ স্ট্রিংয়ের মধ্যে ইনস্টল করা হাইড্রোলিক সিলিন্ডার অ্যাসেম্বলিগুলি - অতিরিক্ত ডিস্ট্রিবিউটেড জ্যাক প্রগতি বজায় রাখার জন্য অতিরিক্ত ডিস্ট্রিবিউটেড জ্যাক সরবরাহ করে। পাইপ বিভাগের ক্ষমতা।
লেজার গাইডেন্স এবং স্টিয়ারিং নিয়ন্ত্রণ
ড্রাইভ জুড়ে ডিজাইন গ্রেড এবং আজিমুথের সাথে পাইপ স্ট্রিংটির সঠিক প্রান্তিককরণ বজায় রাখা রক পাইপ জ্যাকিংয়ের সবচেয়ে গুরুত্বপূর্ণ অপারেশনাল চ্যালেঞ্জগুলির মধ্যে একটি। নকশা প্রান্তিককরণ বরাবর লঞ্চ শ্যাফ্ট থেকে প্রজেক্ট করা একটি লেজার রশ্মি মেশিন বডিতে মাউন্ট করা একটি লক্ষ্যকে আলোকিত করে, বাস্তব সময়ে পৃষ্ঠ নিয়ন্ত্রণ কনসোলে প্রদর্শিত লেজার রশ্মি কেন্দ্ররেখা থেকে লক্ষ্য অবস্থানের বিচ্যুতি। অপারেটর মেশিনের স্টিয়ারিং সিলিন্ডারে চাপকে ভিন্নভাবে সামঞ্জস্য করার মাধ্যমে সারিবদ্ধকরণের বিচ্যুতিগুলি সংশোধন করে — হাইড্রোলিক রাম যা ট্র্যালিং শিল্ড বডির সাপেক্ষে আর্টিকুলেটেড ফ্রন্ট কাটিং হেড সেকশনকে ডিফ্লেক্ট করে। অত্যন্ত পরিবর্তনশীল জয়েন্ট স্পেসিং এবং ওরিয়েন্টেশন সহ হার্ড রক ফর্মেশনে, মেশিনটিকে কাটিং ফেসে অ্যানিসোট্রপিক গ্রাউন্ড রিঅ্যাকশন ফোর্স দ্বারা ডিজাইন অ্যালাইনমেন্ট থেকে বিচ্যুত করা যেতে পারে, বিচ্যুতিগুলি গ্রহণযোগ্য সহনশীলতার সীমা ছাড়িয়ে যাওয়ার আগে সক্রিয় স্টিয়ারিং সংশোধনের প্রয়োজন হয় — সাধারণত ±25 থেকে ±50 মিমি ডিজাইনের জন্য গ্রাউন্ড লাইনের জন্য ±25 থেকে ±50 মিমি।
একটি রক পাইপ জ্যাকিং মেশিনের মূল উপাদান
একটি রক পাইপ জ্যাকিং সিস্টেমে একাধিক সমন্বিত সাবসিস্টেম রয়েছে যা প্রয়োজনীয় অগ্রিম হার এবং ইনস্টলেশনের গুণমান অর্জনের জন্য অবিচ্ছিন্ন অপারেশনে নির্ভরযোগ্যভাবে কাজ করতে হবে। প্রতিটি প্রধান উপাদান সামগ্রিক সিস্টেমের কর্মক্ষমতার জন্য একটি স্বতন্ত্র ফাংশন অবদান রাখে, এবং নির্মাণের সময় সরঞ্জাম মূল্যায়ন, রক্ষণাবেক্ষণ পরিকল্পনা এবং সমস্যা সমাধানের জন্য তাদের ভূমিকা বোঝা অপরিহার্য।
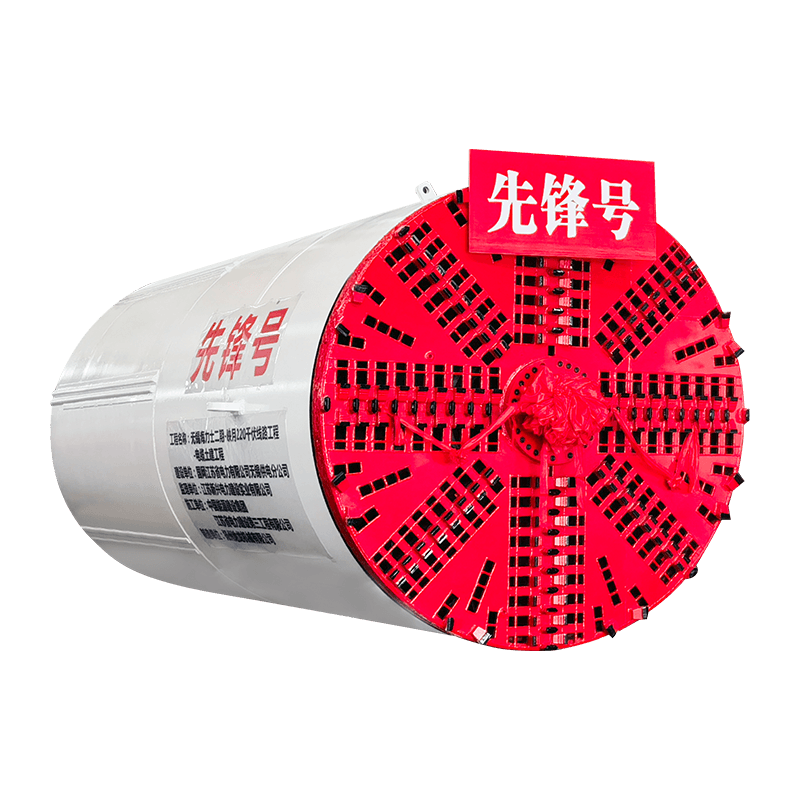
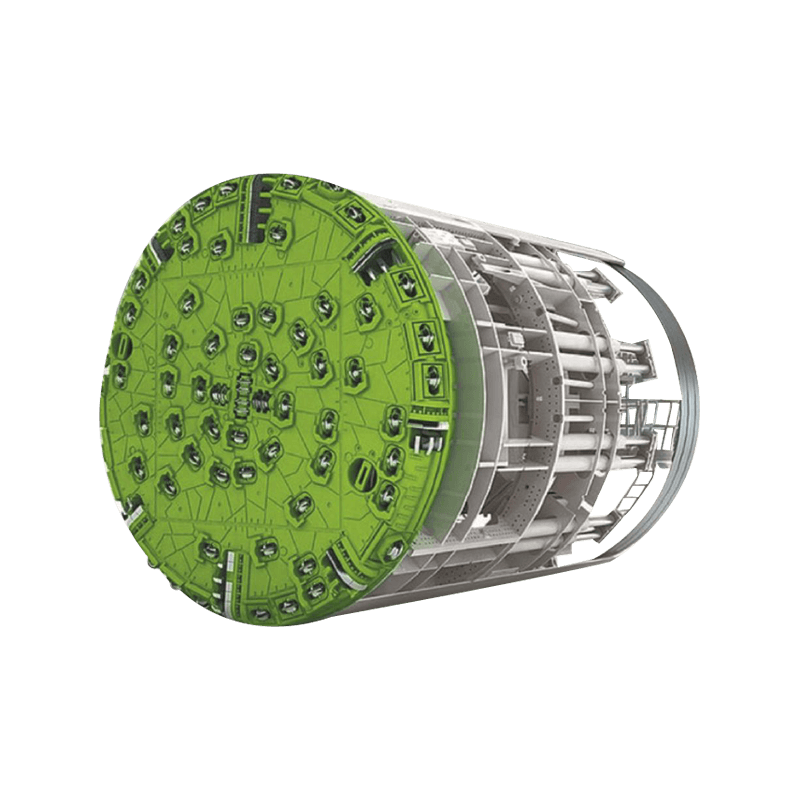
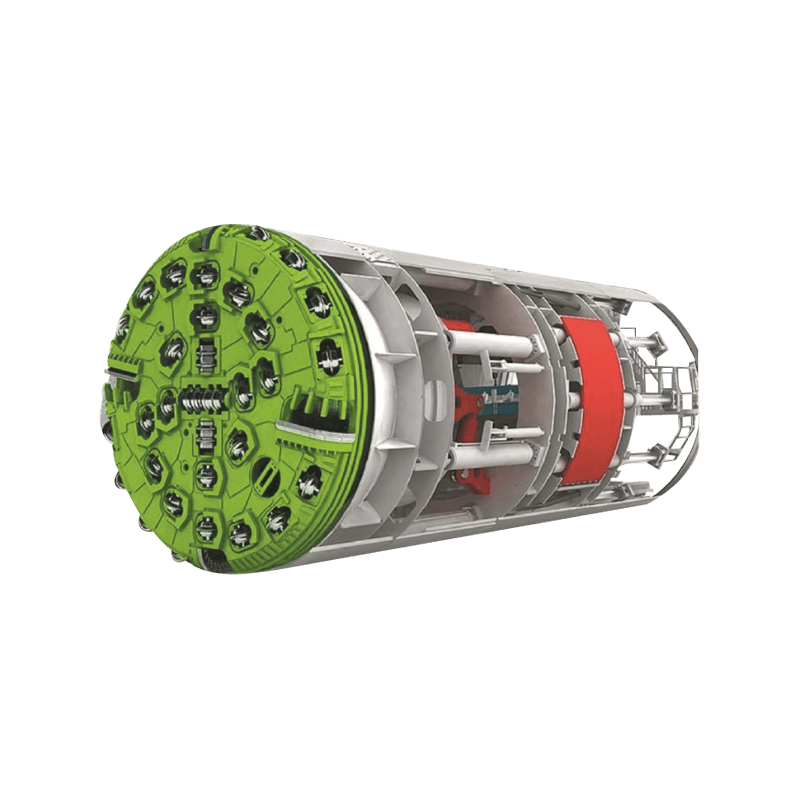
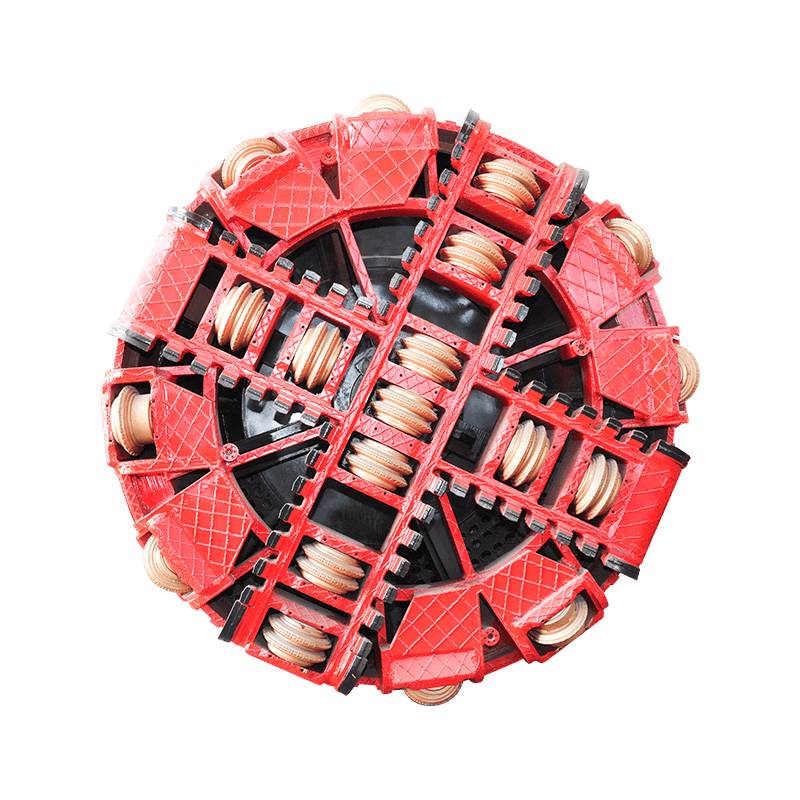
কাটিং হেড এবং কাটার টুলিং
কাটিং হেড হল রক পাইপ জ্যাকিং মেশিনের সবচেয়ে প্রয়োগ-সমালোচনামূলক উপাদান, এবং এর নকশা অবশ্যই শিলার ধরন, শক্তি, ঘর্ষণকারীতা এবং ভূ-প্রযুক্তিগত তদন্তে চিহ্নিত যৌথ কাঠামোর সাথে মিলিত হতে হবে। 80 MPa UCS-এর উপরে শক্ত, বিশাল শিলা গঠনের জন্য, 17-ইঞ্চি বা 19-ইঞ্চি ব্যাসের ডিস্ক কাটার হেডগুলি নকল স্টিলের হাউজিংগুলিতে লাগানো শক্ত ইস্পাত ডিস্কের রিংগুলি সবচেয়ে কার্যকর এবং টেকসই কাটার ক্রিয়া প্রদান করে। ডিস্ক কাটার ব্যবধান, সাধারণত সংলগ্ন কাটার ট্র্যাকের মধ্যে 70 থেকে 90 মিমি, চিপের আকার এবং কাটার দক্ষতা সর্বাধিক করার জন্য নির্দিষ্ট শিলা প্রকারের জন্য অপ্টিমাইজ করা হয়। শিলা ও মাটি উভয়ই জড়িত নরম শিলা এবং মিশ্র মুখের অবস্থার জন্য, শিলা অঞ্চলে ডিস্ক কাটার দিয়ে লাগানো কম্বিনেশন হেড এবং মাটি অঞ্চলে ড্র্যাগ বিট বা কার্বাইড বালতি দাঁত পরিবর্তনশীল ভূতাত্ত্বিক প্রোফাইলের জন্য বহুমুখিতা প্রদান করে। কাটার পরিধান পর্যবেক্ষণ - হয় পরিকল্পিত রক্ষণাবেক্ষণের হস্তক্ষেপের সময় সরাসরি পরিদর্শনের মাধ্যমে বা ক্রমাগত টর্ক এবং অগ্রিম হার ডেটা বিশ্লেষণের মাধ্যমে - গুরুত্বপূর্ণ কারণ জীর্ণ বা ভাঙা কাটারগুলি যা অবিলম্বে প্রতিস্থাপন করা হয় না তা নাটকীয়ভাবে অগ্রিম হার হ্রাস করে এবং এর ফলে মাথার কাঠামোগত ক্ষতি হতে পারে।
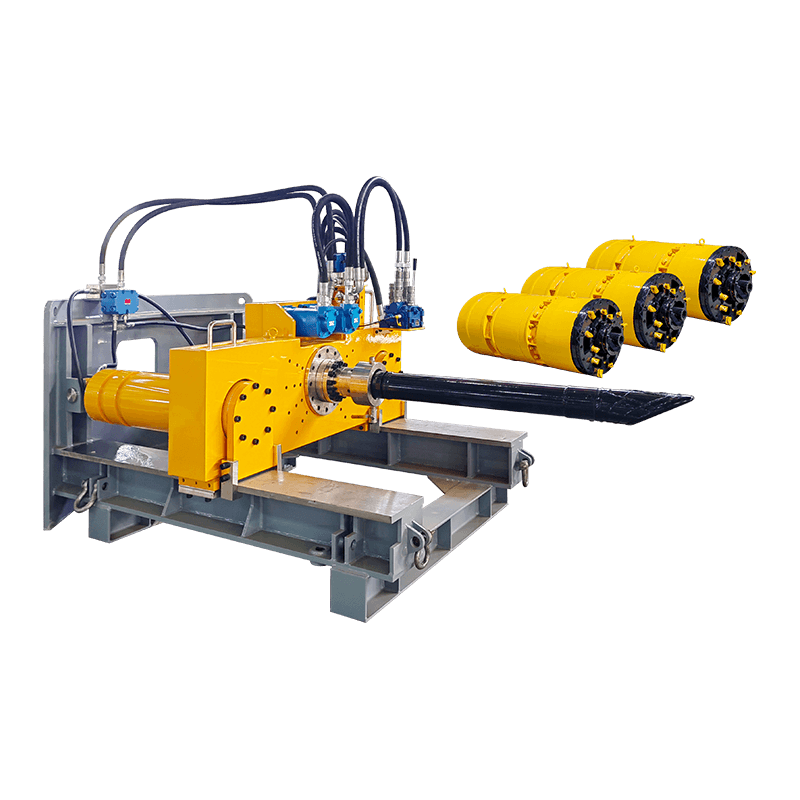
প্রধান ড্রাইভ ইউনিট এবং হাইড্রোলিক সিস্টেম
প্রধান ড্রাইভ ইউনিট একটি উচ্চ-টর্ক হাইড্রোলিক মোটর এবং মেশিন শিল্ডের মধ্যে থাকা প্ল্যানেটারি গিয়ারবক্স সমাবেশের মাধ্যমে কাটিং হেডটিকে ঘোরায়। রক পাইপ জ্যাকিং মেশিনের জন্য ড্রাইভ টর্কের প্রয়োজনীয়তা সমপরিমাণ ব্যাসের মাটির মেশিনের তুলনায় যথেষ্ট বেশি - একটি 1,500 মিমি ব্যাসের রক মাইক্রোটানেলিং মেশিন 150 MPa গ্রানাইটে অপারেটিং এর জন্য 200 থেকে 400 kN·m ক্রমাগত ড্রাইভ টর্কের প্রয়োজন হতে পারে। পৃষ্ঠের হাইড্রোলিক পাওয়ার প্যাকটি ড্রাইভ মোটর এবং স্টিয়ারিং সিলিন্ডার উভয়কেই উচ্চ-চাপের হাইড্রোলিক তরল সরবরাহ করে স্লারি সাপ্লাই এবং রিটার্ন লাইন, বৈদ্যুতিক তারগুলি এবং নির্দেশিকা সিস্টেমের কন্ডুইটের পাশাপাশি বোরের মধ্য দিয়ে যাওয়া উচ্চ-চাপের পায়ের পাতার মোজাবিশেষ বান্ডেলের মাধ্যমে। হাইড্রোলিক সিস্টেমের পরিচ্ছন্নতা — নিয়মিত ফিল্টার পরিবর্তন এবং যত্নশীল তরল ব্যবস্থাপনার মাধ্যমে রক্ষণাবেক্ষণ করা — উচ্চ চাপের সার্কিটগুলিতে ভালভ এবং মোটর ক্ষতি রোধ করার জন্য অপরিহার্য যা একঘেয়ে চলাকালীন অবিরাম কাজ করে৷
স্লারি সার্কুলেশন সিস্টেম
স্লারি সিস্টেম হল রক পাইপ জ্যাকিং অপারেশনের সঞ্চালন ব্যবস্থা, যা খননকৃত কাটিংগুলিকে কাটিং ফেস থেকে সারফেস সেপারেশন প্ল্যান্টে পরিবহনের প্রয়োজনীয় কাজগুলি সম্পাদন করে, কাটিং ফেসে ভূগর্ভস্থ জল বা অস্থির উপাদানের অনিয়ন্ত্রিত প্রবাহ রোধ করতে মুখ সমর্থন চাপ প্রদান করে এবং বাইরের রো-প্রোফাইল জ্যাকিং সারফেস এবং বোরেড রো-প্রোফাইল জ্যাকিং সারফেস এর মধ্যে কণাকার স্থান লুব্রিকেটিং করে। স্লারি সরবরাহ পাম্প, সাধারণত পৃষ্ঠে ইনস্টল করা একটি কেন্দ্রাতিগ বা প্রগতিশীল গহ্বর টাইপ, সরবরাহ লাইনের মাধ্যমে চাপের মধ্যে তাজা স্লারিকে কাটার মাথায় ঠেলে দেয়। স্লারি রিটার্ন পাম্প - একটি আরো চাহিদাপূর্ণ অ্যাপ্লিকেশন কারণ এটি একটি ঘষিয়া তুলিয়া ফেলিতে সক্ষম শিলা-কণা-বোঝাই স্লারি পরিচালনা করা আবশ্যক - সাধারণত একটি কেন্দ্রাতিগ পাম্প যা পরিবহণ করা সবচেয়ে মোটা শিলা কণা ভগ্নাংশের নিষ্পত্তির বেগের উপরে প্রয়োজনীয় রিটার্ন প্রবাহ বেগ বজায় রাখার জন্য আকারের। ড্রাইভ জুড়ে ডিজাইন প্যারামিটারের মধ্যে সঠিক স্লারি ঘনত্ব, সান্দ্রতা এবং পিএইচ বজায় রাখা স্লারি ইঞ্জিনিয়ারের দায়িত্ব এবং সরবরাহ এবং রিটার্ন স্ট্রীম উভয়ের নিয়মিত নমুনা এবং পরীক্ষার প্রয়োজন।
প্রধান জ্যাকিং ফ্রেম এবং মধ্যবর্তী জ্যাকিং স্টেশন
লঞ্চ শ্যাফ্টে ইনস্টল করা প্রধান জ্যাকিং ফ্রেমটি পাথরের মধ্য দিয়ে পাইপ স্ট্রিং এবং মেশিনকে অগ্রসর করার জন্য প্রাথমিক থ্রাস্ট বল প্রদান করে। এটিতে 1,000 থেকে 2,000 মিমি স্ট্রোক সহ দুটি বা চারটি হাইড্রোলিক সিলিন্ডার বহনকারী একটি স্ট্রাকচারাল স্টিলের ফ্রেম, আগত পাইপের অংশগুলির সারিবদ্ধতা বজায় রাখার জন্য একটি পাইপ ক্রেডেল গাইড সিস্টেম এবং একটি স্প্রেডিং বিম বা জ্যাকিং রিং যা সিলিন্ডার বলকে সমানভাবে বিতরণ করে যা পাইপের স্থানীয় চাপের পরিধির চাপকে আটকাতে পারে। স্থল ঘর্ষণ অবস্থার উপর নির্ভর করে 100 থেকে 300 মিটারের ব্যবধানে পাইপ স্ট্রিংয়ের মধ্যে এমবেড করা মধ্যবর্তী জ্যাকিং স্টেশনগুলি পাতলা হাইড্রোলিক সিলিন্ডার ক্যাসেটগুলি নিয়ে গঠিত যা একটি উদ্দেশ্য-নির্মিত বর্ধিত পাইপ জয়েন্টের মধ্যে প্রসারিত হয়, যা ট্র্যালিং স্ট্রিংয়ের প্রতিক্রিয়ার বিরুদ্ধে সামনের পাইপ স্ট্রিংকে ঠেলে দেয়। ড্রাইভটি সম্পূর্ণ হওয়ার পরে, IJS ভ্যায়েড গ্রাউট করা হয় এবং সিস্টেম ডিজাইনের উপর নির্ভর করে সিলিন্ডারগুলি সরানো বা জায়গায় রেখে দেওয়া হয়, পাইপলাইনটিকে তার চূড়ান্ত ইনস্টল করা কনফিগারেশনে রেখে দেয়।
ব্যাস এবং স্থল অবস্থা দ্বারা রক পাইপ জ্যাকিং মেশিনের ধরন
রক পাইপ জ্যাকিং মেশিনগুলি ভূগর্ভস্থ নির্মাণে পাইপলাইনের আকার এবং ভূতাত্ত্বিক অবস্থার সম্পূর্ণ বর্ণালীকে মোকাবেলা করার জন্য বিস্তৃত ব্যাস এবং কাটিং হেড কনফিগারেশন জুড়ে তৈরি করা হয়। নিম্নলিখিত সারণী প্রধান মেশিন বিভাগ, তাদের কর্মক্ষম বৈশিষ্ট্য, এবং তাদের সবচেয়ে সাধারণ অ্যাপ্লিকেশন ডোমেন সংক্ষিপ্ত.
| মেশিন বিভাগ | পাইপ ব্যাস পরিসীমা | রক ইউসিএস রেঞ্জ | মাথা টাইপ কাটা | সাধারণ আবেদন |
| ছোট-বোর রক MTBM | 250-600 মিমি | 150 MPa পর্যন্ত | PDC ড্র্যাগ বিট/মিনি ডিস্ক কাটার | পরিষেবা নালী, গ্যাস প্রধান, টেলিযোগাযোগ |
| মাঝারি-বোর রক MTBM | 600-1,200 মিমি | 200 MPa পর্যন্ত | ডিস্ক কাটার / কম্বিনেশন হেড | মাধ্যাকর্ষণ নর্দমা, জলের প্রধান, ঝড়ের জল |
| বড়-বোর রক পাইপ জ্যাকিং | 1,200-3,000 মিমি | 250 MPa পর্যন্ত | ফুল-ফেস ডিস্ক কাটার হেড | ট্রাঙ্ক নর্দমা, জল সংক্রমণ, outfalls |
| আল্ট্রা-হার্ড রক বিশেষজ্ঞ | 800-2,400 মিমি | 200-300 MPa | হেভি-ডিউটি ডিস্ক কাটার, হাই-থ্রাস্ট ডিজাইন | গ্রানাইট, কোয়ার্টজাইট, বেসাল্ট গঠন |
| মিক্সড-ফেস রক/সয়েল মেশিন | 600-2,000 মিমি | পরিবর্তনশীল (0-150 MPa) | কম্বিনেশন ডিস্ক ড্র্যাগ বিট হেড | পরিবর্তনশীল ভূতত্ত্ব, আবহাওয়াযুক্ত শিলা পরিবর্তন |
রক পাইপ জ্যাকিংয়ের জন্য জিওটেকনিক্যাল তদন্তের প্রয়োজনীয়তা
টেন্ডার এবং নির্মাণের পূর্বে পরিচালিত ভূ-প্রযুক্তিগত তদন্ত কার্যক্রমের গুণমান এবং সম্পূর্ণতার চেয়ে রক পাইপ জ্যাকিং মেশিন নির্বাচন, কাটার টুলিং স্পেসিফিকেশন এবং প্রকল্পের ব্যয়ের উপর অন্য কোনো কারণের বেশি প্রভাব নেই। অপর্যাপ্ত বৈশিষ্ট্যযুক্ত স্থলে রক পাইপ জ্যাকিং বিশ্বব্যাপী পরিখাবিহীন নির্মাণে প্রকল্পের ব্যয় বৃদ্ধি, সময়সূচী বিলম্ব এবং সরঞ্জামের ক্ষতির প্রাথমিক কারণগুলির মধ্যে একটি।
রক স্ট্রেন্থ এবং অ্যাব্রেসিভিটি টেস্টিং
রক পাইপ জ্যাকিং মেশিন নির্বাচনের জন্য প্রস্তাবিত ড্রাইভ অ্যালাইনমেন্ট থেকে প্রতিনিধি মূল নমুনাগুলির আনকনফাইন্ড কম্প্রেসিভ স্ট্রেন্থ (ইউসিএস) পরীক্ষা হল ন্যূনতম বেসলাইন প্রয়োজনীয়তা। একাধিক পরীক্ষার নমুনা থেকে UCS মানগুলি পরিসংখ্যানগতভাবে উপস্থাপন করা উচিত - শুধুমাত্র একটি একক গড় হিসাবে নয় - পরিবর্তনশীলতা ক্যাপচার করতে যা অগ্রিম হারের পূর্বাভাস এবং কাটার খরচ অনুমানকে প্রভাবিত করবে। ব্রাজিলিয়ান প্রসার্য শক্তি (বিটিএস) পরীক্ষা শিলার প্রসার্য ফ্র্যাকচার আচরণের বৈশিষ্ট্য দ্বারা UCS ডেটাকে পরিপূরক করে, যা ডিস্ক কাটার চিপিং দক্ষতা নিয়ন্ত্রণ করে। রক অ্যাব্রেসিভিটি — সার্চার অ্যাব্রেসিভিটি ইনডেক্স (CAI) বা LCPC অ্যাব্রেসিভিটি কোফিসিয়েন্টের মাধ্যমে পরিমাপ করা — সমানভাবে গুরুত্বপূর্ণ কারণ এটি সরাসরি কাটার পরিধানের হার এবং ড্রাইভের সময় প্রয়োজনীয় কাটার প্রতিস্থাপন হস্তক্ষেপের ফ্রিকোয়েন্সি পূর্বাভাস দেয়। সাধারণ ভূতাত্ত্বিক সাহিত্য থেকে প্রকাশিত মানগুলির পরিবর্তে প্রকৃত ড্রাইভ করিডোর থেকে মূল নমুনাগুলিতে ঘষিয়া তুলিয়া ফেলিতে সক্ষম পরীক্ষা অপরিহার্য কারণ কোয়ার্টজ বিষয়বস্তু, শস্যের আকার এবং আবহাওয়ার মাত্রার উপর নির্ভর করে একটি একক শিলা গঠনের মধ্যে ঘষিয়া তুলিয়া ফেলিতে পারে।
রক ভর চরিত্রায়ন
অক্ষত শিলা শক্তির বাইরে, শিলা ভরের কাঠামোগত বৈশিষ্ট্যগুলি — যৌথ ব্যবধান, যৌথ অভিযোজন, আবহাওয়ার মাত্রা, ফল্ট জোনের উপস্থিতি এবং ভূগর্ভস্থ জলের অবস্থা — মেশিনের কার্যকারিতা এবং অপারেশনাল ঝুঁকিকে গভীরভাবে প্রভাবিত করে। ঘনিষ্ঠভাবে সংযুক্ত বা ভারীভাবে ভাঙা শিলার ভর মাথার অস্থিরতা এবং মুখের পতন ঘটাতে পারে এমনকি যখন অক্ষত শিলার শক্তি খুব বেশি হয়। প্রধান ফল্ট জোন বা শিয়ার জোন ড্রাইভ অ্যালাইনমেন্ট ক্রস করে যোগ্য হার্ড রক থেকে ফল্ট গেজ এবং চূর্ণ উপাদানে হঠাৎ পরিবর্তনের ঝুঁকি উপস্থাপন করে যার জন্য নাটকীয়ভাবে ভিন্ন মেশিন অপারেটিং প্যারামিটারের প্রয়োজন হতে পারে। হাইড্রোজোলজিকাল বৈশিষ্ট্য — ভূগর্ভস্থ জলের চাপ পরিমাপ, ব্যাপ্তিযোগ্যতা পরীক্ষা, এবং সম্ভাব্য প্রবাহের মূল্যায়ন সহ — মুখ সমর্থন চাপ পরামিতি এবং স্লারি সিস্টেমের ক্ষমতা ডিজাইন করার জন্য এবং কাটার পরিদর্শন এবং প্রতিস্থাপন অপারেশনের সময় জল প্রবাহের ঝুঁকি মূল্যায়নের জন্য প্রয়োজনীয় যেগুলির জন্য মেশিনের মুখকে হতাশ করা প্রয়োজন৷
রক পাইপ জ্যাকিং অপারেশনে ব্যবহৃত পাইপ সামগ্রী
একটি রক পাইপ জ্যাকিং মেশিনের পিছনে ইনস্টল করা পাইপ অংশগুলি দ্বৈত ভূমিকা পালন করে: তারা স্থায়ী পাইপলাইন অবকাঠামো গঠন করে এবং তারা কাঠামোগত কলাম হিসাবে কাজ করে যার মাধ্যমে সমস্ত জ্যাকিং ফোর্স প্রধান জ্যাকিং ফ্রেম এবং মধ্যবর্তী জ্যাকিং স্টেশন থেকে ড্রাইভের মুখের কাটিং হেডে প্রেরণ করা হয়। পাইপ উপাদান তাই পাইপলাইনের দীর্ঘমেয়াদী পরিষেবার প্রয়োজনীয়তা এবং ইনস্টলেশন প্রক্রিয়ার স্বল্পমেয়াদী কাঠামোগত চাহিদা উভয়ই পূরণ করতে হবে।
- রিইনফোর্সড কংক্রিট জ্যাকিং পাইপ (RCJP): ASTM C1628, ISO 9664, বা সমমানের মান অনুযায়ী বিশেষভাবে তৈরি রিইনফোর্সড কংক্রিট পাইপ হল 600 মিমি-এর উপরে ব্যাসের রক পাইপ জ্যাকিংয়ের জন্য সর্বাধিক ব্যবহৃত পাইপ উপাদান। RCJP সুনির্দিষ্টভাবে মেশিনযুক্ত স্টিলের শেষ রিংগুলির সাথে উত্পাদিত হয় যা জ্যাকিং ফোর্স ট্রান্সমিশনের জন্য ভারবহন পৃষ্ঠ প্রদান করে এবং পাইপের পরিধির চারপাশে অভিন্ন লোড বিতরণ নিশ্চিত করে। জ্যাকিং পাইপের জন্য কংক্রিট কম্প্রেসিভ শক্তি সাধারণত জ্যাকিং লোডের অধীনে পাইপ জয়েন্টগুলিতে উচ্চ যোগাযোগের চাপ প্রতিরোধ করতে 60 MPa পূরণ করে বা তার বেশি হয়। পাইপের মসৃণ অভ্যন্তরীণ ইনভার্ট পৃষ্ঠ নির্মাণের সময় স্লারি প্রবাহকে সমর্থন করে এবং কমিশন করার পরে মাধ্যাকর্ষণ নর্দমা অ্যাপ্লিকেশনের জন্য প্রয়োজনীয় হাইড্রোলিক কর্মক্ষমতা প্রদান করে।
- ভিট্রিফাইড ক্লে জ্যাকিং পাইপ: ভিট্রিফাইড ক্লে পাইপ (ভিসিপি) আক্রমনাত্মক নর্দমা গ্যাস, শিল্প বর্জ্য এবং অম্লীয় ভূগর্ভস্থ জলের জন্য অসামান্য রাসায়নিক প্রতিরোধের প্রস্তাব দেয়, এটি অত্যন্ত ক্ষয়কারী পরিবেশে যেখানে কংক্রিট পাইপের অবক্ষয় একটি উদ্বেগের বিষয় সেখানে অভিকর্ষ নর্দমা অ্যাপ্লিকেশনের জন্য পছন্দের উপাদান তৈরি করে। ভিসিপি জ্যাকিং পাইপ নির্ভুল-গ্রাউন্ড স্টিল কলার জয়েন্ট দিয়ে তৈরি করা হয় এবং পাইপের ব্যাস এবং প্রাচীর বেধের শ্রেণীবিভাগের উপর নির্ভর করে 2,000 থেকে 8,000 kN পর্যন্ত অনুমোদিত জ্যাকিং লোড অর্জন করে।
- ইস্পাত জ্যাকিং পাইপ: বাহ্যিক ক্ষয় সুরক্ষা এবং অভ্যন্তরীণ আস্তরণ সহ ঢালাই করা ইস্পাত পাইপ রক পাইপ জ্যাকিং ইনস্টলেশনের জন্য ব্যবহৃত হয় যেখানে পাইপলাইনটি অভ্যন্তরীণ চাপে কাজ করবে — জলের ট্রান্সমিশন মেইন, ফোর্স মেইন এবং গ্যাস পাইপলাইন — বা যেখানে বোর প্রোফাইলের জন্য খুব শক্ত অবস্থানগত সহনশীলতা প্রয়োজন যা ইস্পাত পাইপের উচ্চ কাঠামোগত দৃঢ়তা এবং পাতলা প্রাচীর বিভাগ থেকে উপকৃত হয়। ইস্পাত পাইপ অংশগুলি ইনস্টলেশনের সময় লঞ্চ শ্যাফ্টের মধ্যে ঢালাইয়ের মাধ্যমে যুক্ত করা হয়, যা কংক্রিট এবং কাদামাটির পাইপ জয়েন্টগুলির সাথে যুক্ত যৌথ সংকোচনের ক্ষতি দূর করে এবং পাইপ স্ট্রিং এবং উদাস রক প্রোফাইলের মধ্যে ঘর্ষণ কমায়।
- জিআরপি (গ্লাস রিইনফোর্সড প্লাস্টিক) জ্যাকিং পাইপ: GRP জ্যাকিং পাইপ একটি হালকা ওজনের পণ্যে চমৎকার জারা প্রতিরোধ, কম দেয়ালের ঘর্ষণ এবং একটি মসৃণ অভ্যন্তরীণ জলবাহী পৃষ্ঠ প্রদান করে যা শ্যাফ্ট পরিচালনার প্রয়োজনীয়তা হ্রাস করে। GRP জ্যাকিং পাইপ ক্ষয়কারী গ্রাউন্ড পরিস্থিতিতে নর্দমা অ্যাপ্লিকেশনের জন্য ব্যাপকভাবে নির্দিষ্ট করা হয়েছে এবং স্বতন্ত্র কাঠামোগত পরীক্ষার প্রোগ্রামের মাধ্যমে প্রত্যয়িত অনুমোদিত জ্যাকিং লোড সহ 300 মিমি থেকে 2,400 মিমি ব্যাসের মধ্যে উপলব্ধ।
রক পাইপ জ্যাকিংয়ে অগ্রিম হার এবং প্রকল্পের ব্যয়কে প্রভাবিত করার কারণগুলি
একটি রক পাইপ জ্যাকিং মেশিন দ্বারা অর্জিত অগ্রিম হার — প্রতি শিফটে বা প্রতি দিনে ইনস্টল করা সম্পূর্ণ পাইপলাইনের মিটারে পরিমাপ করা হয় — প্রকল্পের সময়সূচী এবং ইউনিট খরচের প্রাথমিক চালক, এবং এটি অনুশীলনে প্রভাবিত করে এমন অনেকগুলি ইন্টারেক্টিং ভেরিয়েবলের কারণে টেন্ডার পর্যায়ে সঠিকভাবে ভবিষ্যদ্বাণী করা সবচেয়ে জটিল প্যারামিটার।
রক শক্তি এবং কাটার পরিধান হার
শিলার UCS এবং ঘষিয়া তুলিয়া ফেলিতে সক্ষমতা বৃদ্ধির সাথে সাথে অগ্রিম হার হ্রাস পায়, কারণ কঠিন এবং আরও ঘষিয়া তুলিয়া ফেলিতে সক্ষম শিলা প্রতি ইউনিট আয়তনে খননের জন্য আরও কাটিং শক্তির প্রয়োজন হয় এবং কাটার টুলিং আরও দ্রুত পরিধান করে। 4.0 এর উপরে CAI মান সহ গ্রানাটিক রকগুলিতে, পৃথক ডিস্ক কাটার রিংগুলির 20 থেকে 50 মিটার অগ্রিম পরে প্রতিস্থাপনের প্রয়োজন হতে পারে, কাটার পরিদর্শনের জন্য ড্রাইভটিকে থামাতে হবে এবং ঘন ঘন বিরতিতে প্রতিস্থাপন করতে হবে। প্রতিটি কাটার পরিবর্তনের হস্তক্ষেপের মধ্যে মুখের চাপ চাপানো, লঞ্চ শ্যাফ্ট থেকে মেশিনে প্রবেশ করা - বা বৃহত্তর ব্যাসের মেশিনে ম্যান-এন্ট্রি পোর্টের মাধ্যমে - জীর্ণ কাটার প্রতিস্থাপন, এবং বিরক্তিকর পুনরায় শুরু করার আগে মেশিনটিকে পুনরায় সিল করা জড়িত। কাটার রক্ষণাবেক্ষণের জন্য এই অ-উৎপাদনশীল সময়টি অত্যন্ত ঘষিয়া তুলিয়া ফেলা শিলা অবস্থায় মোট ড্রাইভের সময়কালের 40 থেকে 60 শতাংশের জন্য দায়ী হতে পারে এবং বাস্তবসম্মত প্রকল্প ব্যয় মডেলিংয়ের জন্য সময়সূচীর এই উপাদানটি সঠিকভাবে অনুমান করা অপরিহার্য।
ড্রাইভের দৈর্ঘ্য এবং মধ্যবর্তী জ্যাকিং স্টেশন পরিকল্পনা
ড্রাইভের দৈর্ঘ্য বাড়ার সাথে সাথে, জ্যাকিং ঘর্ষণ পাইপ স্ট্রিং এর আশেপাশের শিলা বোরহোলের সাথে যোগাযোগের দৈর্ঘ্য বরাবর জমা হয়, যা মেশিনকে অগ্রসর করার জন্য প্রয়োজনীয় মোট থ্রাস্ট বলকে ক্রমান্বয়ে বৃদ্ধি করে। বেনটোনাইট বা পলিমার স্লারি দিয়ে পাইপের বাইরের তৈলাক্তকরণটি পাইপের দেয়ালে পোর্টের মাধ্যমে এই ঘর্ষণটিকে উল্লেখযোগ্যভাবে হ্রাস করে — কার্যকর তৈলাক্তকরণ ঘর্ষণ সহগকে 0.3–0.5 থেকে 0.1–0.2-তে কমাতে পারে — তবে এটি সম্পূর্ণরূপে নির্মূল করে না। মধ্যবর্তী জ্যাকিং স্টেশনগুলি অবশ্যই নির্মাণের আগে পরিকল্পিত এবং অবস্থান করা উচিত যাতে পাইপ কলাম কখনই তার অনুমোদিত সংকোচনশীল লোডের সীমার কাছে না আসে। IJS পজিশনিং অ্যানালাইসিসকে অবশ্যই সর্বাধিক মুখের প্রতিরোধ, সর্বাধিক ত্বকের ঘর্ষণ এবং স্ট্রিংয়ের সবচেয়ে দুর্বল পাইপ বিভাগের কাঠামোগত ক্ষমতার সবচেয়ে খারাপ সংমিশ্রণের জন্য দায়ী করা উচিত, IJS ক্যাসেট অবস্থানগুলির সংলগ্ন পাইপ বিভাগগুলি সহ যেখানে ক্রস-বিভাগীয় এলাকা হ্রাস হতে পারে।
ভূগর্ভস্থ পানি ব্যবস্থাপনা এবং স্লারি নিয়ন্ত্রণ
উদাস টানেল প্রোফাইলে উচ্চ ভূগর্ভস্থ জলের প্রবাহ উল্লেখযোগ্যভাবে কার্যকরী ঘনত্ব এবং সান্দ্রতা থ্রেশহোল্ডের নীচে কার্যকরী স্লারিকে পাতলা করে, অতিরিক্ত জলের পরিমাণ সহ স্লারি সেপারেশন প্ল্যান্টকে ওভারলোড করে এবং কাটার রক্ষণাবেক্ষণের হস্তক্ষেপের সময় স্থিতিশীলতার চ্যালেঞ্জ তৈরি করে অগ্রিম হারকে উল্লেখযোগ্যভাবে হ্রাস করে। প্রাক-খনন স্থল চিকিত্সা - রাসায়নিক গ্রাউটিং, পারমিয়েশন গ্রাউটিং, বা মেশিনের আগে শিলার ভরের সংকুচিত বায়ু স্যাচুরেশন সহ - ভূ-প্রযুক্তিগত তদন্তের মাধ্যমে চিহ্নিত ভেদযোগ্য ভাঙ্গা শিলা অঞ্চলে ভূগর্ভস্থ জলের প্রবাহকে নিয়ন্ত্রণযোগ্য স্তরে হ্রাস করতে পারে। স্লারি ঘনত্ব ব্যবস্থাপনার জন্য ড্রাইভ জুড়ে ভূগর্ভস্থ জলের চাপের উপরে মুখ সমর্থন চাপ বজায় রাখার জন্য সরবরাহ স্লারিতে বেনটোনাইট বা পলিমার সংযোজনগুলির অবিচ্ছিন্ন পর্যবেক্ষণ এবং সমন্বয় প্রয়োজন, বিশেষ করে যে কোনও পরিকল্পিত স্টপেজ যেখানে স্লারি সঞ্চালন বন্ধ হয়ে যায় এবং প্যাসিভ ফেস সাপোর্ট অবশ্যই স্ট্যাটিক স্লারি কলাম দ্বারা বজায় রাখতে হবে।
আপনার প্রকল্পের জন্য সঠিক রক পাইপ জ্যাকিং মেশিন নির্বাচন করা
একটি নির্দিষ্ট প্রকল্পের জন্য সঠিক রক পাইপ জ্যাকিং মেশিন কনফিগারেশন নির্বাচন করার জন্য স্থল পরিস্থিতি, পাইপলাইনের জ্যামিতি, সাইটের সীমাবদ্ধতা এবং প্রকল্পের ঝুঁকি সহনশীলতার পদ্ধতিগত মূল্যায়ন প্রয়োজন। নিম্নলিখিত মানদণ্ড কাঠামো সরঞ্জাম নির্বাচনের সিদ্ধান্তগুলি নির্দেশ করে এবং প্রকল্পের মালিক এবং ঠিকাদারদের মূল প্রযুক্তিগত প্রয়োজনীয়তাগুলি সনাক্ত করতে সহায়তা করে যা টেন্ডারের স্পেসিফিকেশন এবং ঠিকাদার জমা দেওয়ার ক্ষেত্রে অবশ্যই সমাধান করা উচিত।
- সর্বাধিক রক ইউসিএস এবং ঘর্ষণকারীতা: ভূ-প্রযুক্তিগত তদন্তের শীর্ষ UCS এবং CAI মানগুলি ন্যূনতম কাটিং হেড থ্রাস্ট ক্ষমতা, ডিস্ক কাটার ব্যাস এবং ভারবহন লোড রেটিং এবং কাটার ইস্পাত গ্রেড স্পেসিফিকেশনকে সংজ্ঞায়িত করে। 150 MPa রকের জন্য নির্দিষ্ট করা একটি মেশিন একটি ড্রাইভের জন্য কাঠামোগতভাবে অপর্যাপ্ত হবে যা 250 MPa কোয়ার্টজাইটের মুখোমুখি হয়, অগ্রিম হারের পূর্বাভাস নির্বিশেষে — কাটিং হেড সাপোর্ট স্ট্রাকচারের কাঠামোগত ওভারলোড একটি গুরুতর এবং ব্যয়বহুল ব্যর্থতা মোড।
- ভূতাত্ত্বিক পরিবর্তনশীলতা এবং মিশ্র মুখের ঝুঁকি: ভূতাত্ত্বিকভাবে পরিবর্তনশীল প্রোফাইলের মাধ্যমে ড্রাইভ করে — হার্ড রক এবং আবহাওয়াযুক্ত অঞ্চলের মধ্যে স্থানান্তর, মাটির ম্যাট্রিসে বোল্ডার ক্ষেত্র, বা আন্তঃবেড করা শক্ত এবং নরম শিলা স্তরগুলির মধ্যে — ডিস্ক কাটার এবং ড্র্যাগ বিট/বালতি দাঁত উভয়ের সাথে মিশ্র মুখের অবস্থার জন্য ডিজাইন করা মাথা কাটার প্রয়োজন হয়, বরং হ্যান্ড কাটার জোন কনফিগার করতে পারে না। দক্ষতার সাথে
- ড্রাইভের দৈর্ঘ্য এবং সর্বাধিক জ্যাকিং ফোর্স: 300 মিটারের উপরে লং ড্রাইভের জন্য শুরু থেকেই সিস্টেম ডিজাইনে অন্তর্বর্তী জ্যাকিং স্টেশনের ক্ষমতার প্রয়োজন হয় এবং IJS ইউনিটগুলি বিতরণ করা থ্রাস্ট ডিউটি নেওয়ার আগে প্রধান জ্যাকিং ফ্রেমে উচ্চ-প্রতিরোধী শিলা গঠনের মাধ্যমে প্রাথমিক ড্রাইভের গতিবেগ স্থাপনের জন্য পর্যাপ্ত স্ট্রোক এবং বল প্রদান করতে হবে।
- ন্যূনতম অতিরিক্ত বোঝা এবং পৃষ্ঠ সংবেদনশীলতা: মেশিনের উপরে সীমিত রক ওভারবর্ডেন সহ অগভীর ড্রাইভ ফেস ব্লো-আউটের ঝুঁকি তৈরি করে — পৃষ্ঠে চাপযুক্ত স্লারি থেকে অনিয়ন্ত্রিত পালানো — এবং অবকাঠামো বা জলপথের নীচ দিয়ে যাওয়া গুরুত্বপূর্ণ পৃষ্ঠ-সংবেদনশীল অংশগুলির সময় সতর্ক মুখের চাপ ব্যবস্থাপনা এবং সম্ভাব্যভাবে মেশিনের অগ্রিম হার হ্রাস করা প্রয়োজন।
- ম্যান-এন্ট্রি বনাম রিমোট কাটার পরিদর্শন: আনুমানিক 900 মিমি এর নিচে ব্যাসের ড্রাইভগুলি কাটার পরিদর্শন এবং প্রতিস্থাপনের জন্য মেশিনে নিরাপদ মানুষের প্রবেশকে বাধা দেয়, যাতে হস্তক্ষেপ ছাড়াই সম্পূর্ণ ড্রাইভটি সম্পূর্ণ করার জন্য ডিজাইন করা বর্ধিত কাটার লাইফ টুলিংয়ের প্রয়োজন হয়, অথবা কাটার পরিবর্তনের জন্য লঞ্চ শ্যাফ্টে কাটার মাথার পৃষ্ঠ পুনরুদ্ধার করা হয়। এই পার্থক্যটি উল্লেখযোগ্যভাবে টুলিং স্পেসিফিকেশন, কন্টিনজেন্সি প্ল্যানিং এবং ড্রাইভের দৈর্ঘ্যের সীমাবদ্ধতাগুলিকে বৃহত্তর-ব্যাসের মেশিনের তুলনায় প্রভাবিত করে যেখানে ম্যান-এন্ট্রি কাটার রক্ষণাবেক্ষণ কার্যকরীভাবে কার্যকর।
- স্থানীয় প্রযুক্তিগত সহায়তার উপলব্ধতা: রক পাইপ জ্যাকিং মেশিন are complex precision equipment operating in remote underground environments where equipment failure has disproportionate cost and schedule consequences. Machine manufacturer technical support response time, local spare parts availability, and the depth of the operating contractor's maintenance capability should all be evaluated as risk factors alongside the purely technical performance specifications when selecting equipment for a critical-path underground pipeline project.







